
Working with stainless steel can be challenging, especially amid rising material costs, inconsistent edge quality, and tight tolerance requirements. For precision-oriented applications, professional Laser Cutting Sheet Metal solutions present a chance to counter inefficiencies with clean, accurate cuts.
Stainless steel laser cutting is one of the most precise and fastest ways to make custom-cut stainless steel parts. As one of the most popular Materials for Laser Cutting, stainless steel is used to make parts for many industries, from architecture to medicine and aerospace to food processing.
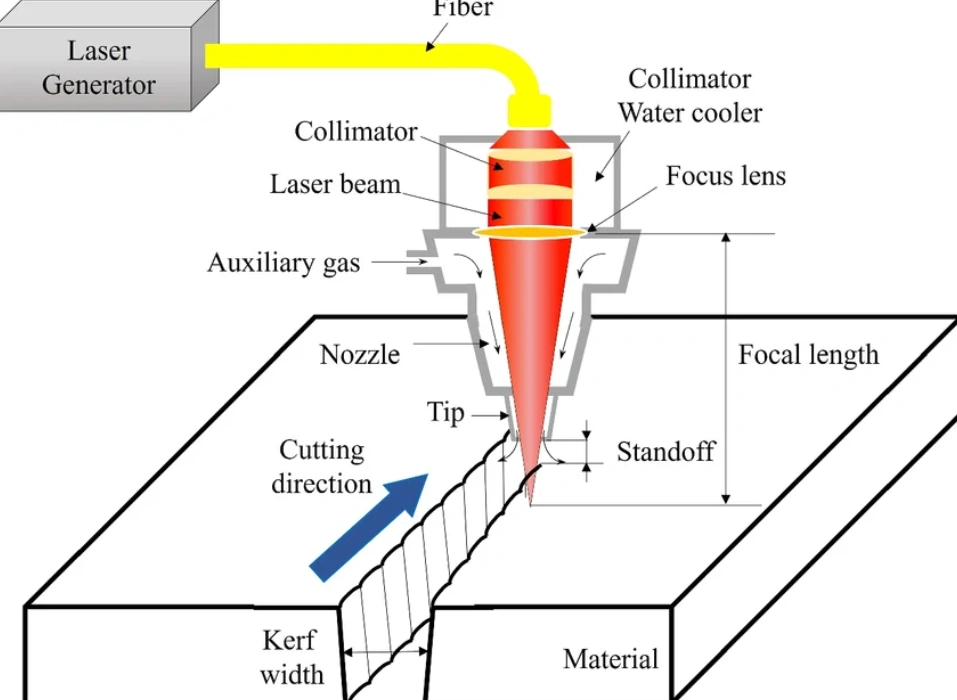
The process involves a high-powered fiber laser that is accurately guided to cut the metal fast and precisely. An assist gas is part of the process; its function is to remove molten stainless steel and ward off oxygen.
With CNC technology in the mix, information from a CAD file is converted into accurate and repeatable cuts.
While there are potential challenges in the process, such as burrs, burn marks, and rough edges, professional laser cutting provides solutions that ensure excellent cuts.
This and more about how to cut stainless steel sheet is covered in this article. Read on for details.
Overview of Laser Cutting Technology
The laser cutting technology first emerged in the 1960s. It is a thermal cutting process that focuses a laser beam on the metal surface. The beam heats, melts, and vaporizes the metal.
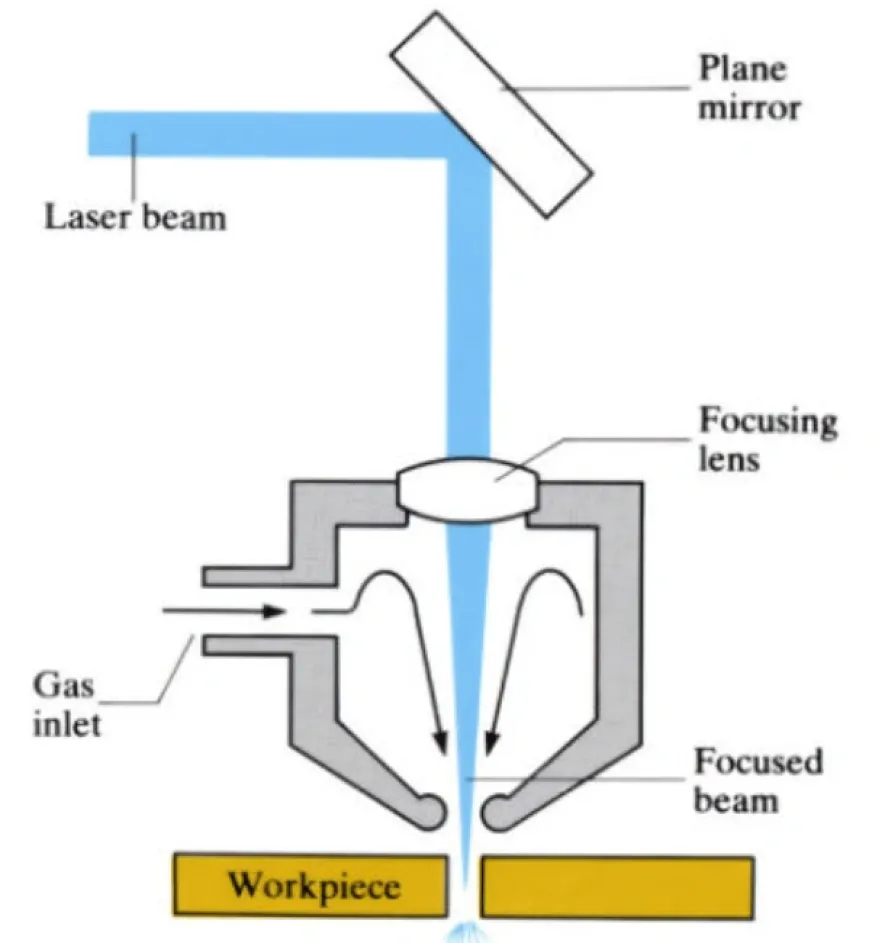
Laser cutting basics
CNC (Computer Numerical Control) is usually used to control the laser beam for precise cuts according to the design.
Modern laser cutting machines are advanced, capable of converting computer-aided design (CAD) files into accurate cuts. The quality of laser cutting steel sheet cannot be repeated with conventional cutting methods.
Advantages of Stainless Steel Laser Cutting
Here are the main advantages of using a stainless steel laser cutting service:
- Versatility – It can cut stainless steel of different grades and varying thicknesses
- Efficient and Fast – Laser cutting can progress for hours without interruption. This makes it popular for larger projects – 1,000 units or more.
- Cost-Effective – Precision, quality edges, and speed in processing make laser cutting more cost-effective than conventional stainless steel cutting methods, especially for complex geometries and medium to high volumes.
Limitations of Stainless Steel Laser Cutting
The limitations of laser cutting for stainless steel processing include:
- High input costs related to energy and assist gas – For simple cuts and low volumes, alternative stainless steel cutting methods may be preferable.
- Edge & thickness quality constraints – The process loses stability and precision beyond certain thicknesses.

Rough metal edge
Applications of Laser-Cut Stainless Steel
Stainless steel laser-cutting parts are widely used in automotive, aerospace, architectural, food processing, and medical industries.
The table below provides more details on these stainless steel laser cutting applications.
| Industry | Applications of Laser Cutting Steel Sheet |
| Automotive | Fuel line clamps, heat shields, sensor mounting brackets, and exhaust flanges |
| Aerospace | Fastener plates, access panel frames, thermal barriers |
| Architectural | Facade cladding, roofing edge trims, elevator interior wall panels |
| Food Processing | Machine enclosures, conveyor guardrails, splash guards |
| Medical | Brackets, trays, and surgical devices |
Here is an image of a car exhaust flange, a case of laser profile cutting.

A car exhaust flange
What Stainless Steel Grades are Suitable for Laser Cutting?
When it comes to stainless steel grades, the most common options are 304 stainless steel, 316 stainless steel, 430 stainless steel, and 310 stainless steel. Not all these types are built the same, particularly in machinery and applications.
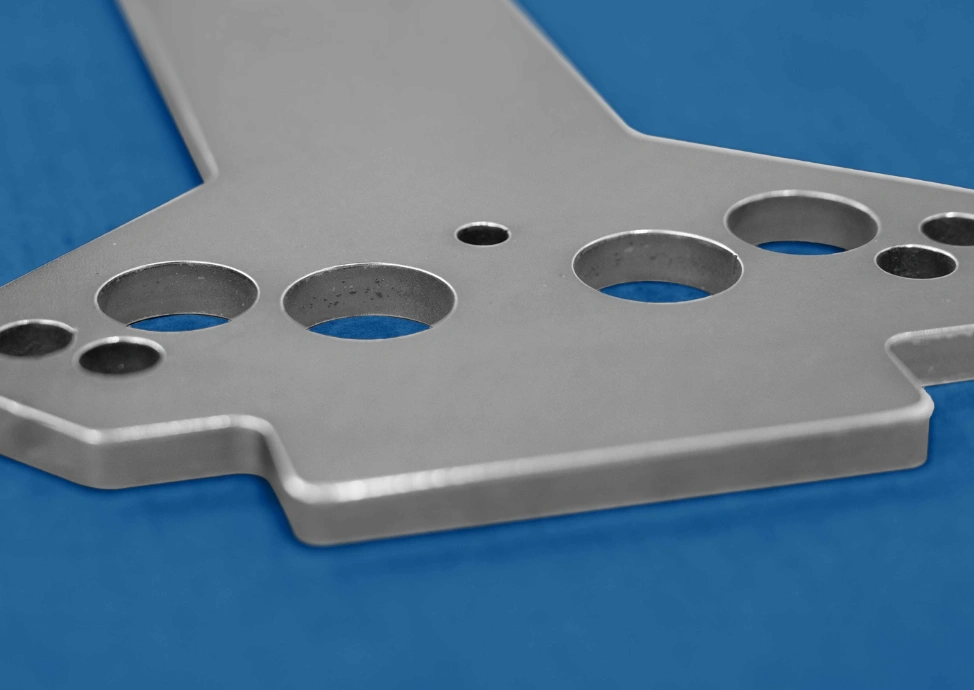
304 Stainless Steel: 304 stainless steel is an austenitic stainless steel, so it has high-heat resistance capability. It is a popular grade for laser cutting because it produces predictable, clean cuts.

Laser cut 304 stainless steel
Due to its excellent corrosion resistance, its laser-cut parts can be used in medical and food-processing applications.
316 Stainless Steel: Another austenitic stainless steel, 316 stainless steel is also popular in laser cutting applications. It is harder to cut than 304 SS.
430 Stainless Steel: Since this is a 400 series grade, expect lower corrosion resistance from it. However, it is easier to machine.
310 Stainless Steel: This grade is more heat-resistant, so it requires more cutting power. For this property, 310 stainless steel parts are best used in high-temperature environments.
310 stainless steel part
Types of Laser Cutting Technologies for Stainless Steel
Laser cutting professionals have several technologies at their disposal, but the two main ones are fiber lasers and CO2 lasers.
Fiber Lasers
This technology comprises a laser diode that generates a powerful beam. The beam is amplified within a doped fiber-optic medium and delivered through a fiber cable before it strikes the stainless steel workpiece. When the beam hits the surface, the material melts in the affected areas, resulting in cutting.
Fiber laser cutting
The service life of modern fiber laser cutting machines can reach 25,000 hours, the maintenance requirements are minimal, and the machine can cut stainless steel as thick as 1.5 inches. The cutting speed is also relatively impressive.
However, note that the initial investment and overall management can be overwhelming from an in-house perspective. That’s where professional stainless steel laser cutting services come in.
CO2 Lasers
The CO2 laser cutting machine is different from the fiber laser cutting machine because, instead of a laser diode and fiber optic cable, this setup uses gas and mirrors.
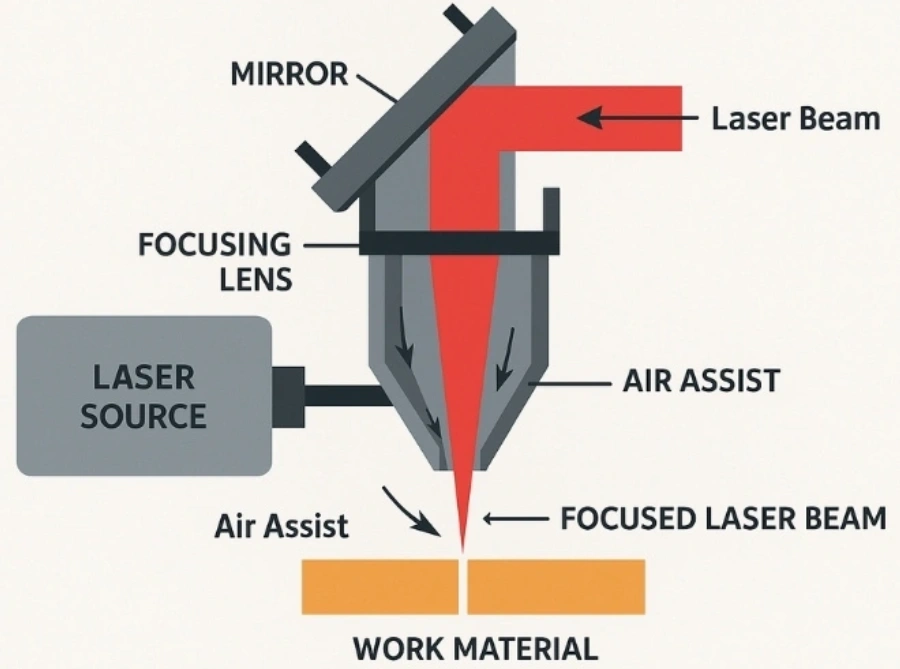
CO2 laser cutting
This pioneering technology uses a gas-filled resonator, which produces a focused beam when electricity passes through it. Mirrors help direct the beam to the specific sections of the stainless steel sheet or plate.
How to Cut Stainless Steel Sheet Metal
The workflow for stainless steel laser cutting comprises sheet preparation, CAD/CAM design, laser cutting machine configuration, and laser cutting.
Step 1: Sheet Preparation
The stainless steel material is cleaned of any dust, oil, or rust. This helps minimize spatter and burr formation on the edges during laser cutting.
Step 2: CAD/CAM Design
The machinist then imports the DXF/AI into the laser cutting software. Some best practices in this step include using micro-joints for small pieces and nesting parts.
Step 3: Laser Cutting Machine Configuration
The fiber laser cutting technology is preferable for stainless steel. Other notable points about this configuration:
- Stainless steel sheet thickness determines the cutting power and speed
- Nitrogen is ideal for cleaning the edges
- A single-nozzle setup is recommended
Step 4: Laser Cutting
After test cutting on a scrap stainless steel sheet, the piece is laser cut as designed. Smoother edges can be produced by deburring and lightly sanding the edges.
Factors Affecting Stainless Steel Laser Cutting Quality
The stainless steel laser cutting quality depends on the cutting parameters, stainless steel grade, assist gas, laser power, and machine calibration.
Cutting Parameters: Parameters such as focus and cutting speed have a direct effect on the cut quality. The nozzle and focus should be properly aligned. As for the speed, expert optimization is critical.
Stainless Steel Grade: 304 stainless steel and 316 stainless steel are excellent in laser cutting, but the specific suitability of the grade can differ. The surface conditions of the workpiece also matter – oils and dirt can affect cut quality.
Assist Gas: The type of assist gas, the pressure, and the flow rate affect laser cutting quality. For stainless steel, nitrogen is usually the preferred gas.
Laser Power: Laser power guides on the capabilities for edge quality, stainless steel thickness, and cutting speed. It should be balanced because too much of it can cause dross and HAZ problems.
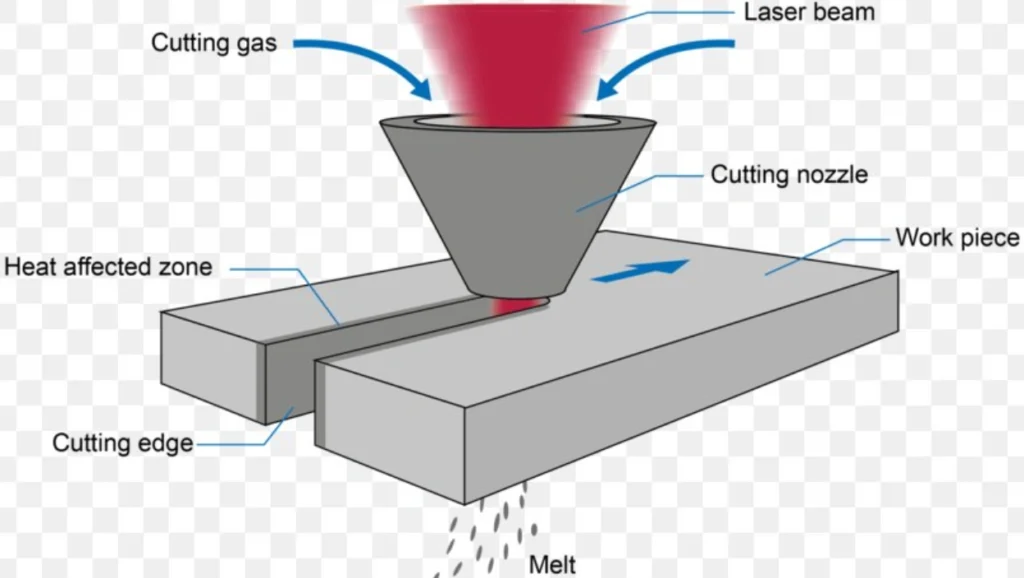
Heat-affected zone
Too little laser power is also undesirable because it causes irregular cuts and poor edge quality.
Machine Calibration: The CNC machine’s motion stability also affects dimensional accuracy. Preventive maintenance and real-time monitoring of the process are important.
Factors Determining the Cost to Laser Cut Stainless Steel
The main cost drivers for laser cutting stainless steel are geometry complexity, assist gas type, material grade & thickness, machine setup, and post-processing requirements.
The Geometry Complexity of the Cut
The part’s complexity determines the time to laser cut. Design elements that influence complexity include fine features, sharp internal corners, and frequent toolpath directional changes. That’s why we insist on simplified designs to make stainless steel laser cutting more cost-effective.
Type and Consumption of the Assist Gas
Another economic decision regards the type of assist gas, the main options being nitrogen and oxygen. Nitrogen may cost more, but it offers superior edge quality, without the oxidation challenge.
Material Grade & Thickness
The varying reflectivity and thermal conductivity among stainless steel grades directly affect laser cutting cost. Cutting efficiency is lower for thicker parts. Also, more reflective grades are more challenging to cut, so they drive costs higher.
Machine Setup and Programming Requirements
Preparations in the stainless steel laser cutting service involve toolpath coding, material nesting, and CAD file approval or validation. Since the associated costs depend on the number of stainless steel parts to be laser-cut, the cost per part is lower in high-volume manufacturing.
Post-Processing Requirements
Additional steps may be required to meet the aesthetic and functional requirements of a laser-cut stainless steel part. These requirements include surface finishing, deburring/edge treatment, secondary machining, and passivation.
Deburred edges
Safety Considerations in Laser Cutting Steel Sheet
The main safety considerations in laser cutting steel sheet focus on the user’s eyes and skin, ventilation, equipment safety, and fume extraction.
Eyes and Skin: The eyes and skin of the machinist should be protected from damage caused by the beam, whether direct or reflected. The laser cutting machine should have appropriate beam guards, and the machinist should wear specified safety glasses.
Fire Hazards: The laser and the spatters it produces can easily ignite surrounding materials. Flammables should be kept far from the cutting area, which should also be fire-resistant. Having a class D-rated extinguisher is also highly advised.
Equipment Safety: The operating voltage of laser cutting machines can range between 10,000 and 30,000 volts (10 and 30 kV), which is extremely high compared to the household range of between 220 and 240V. Therefore, all safety buttons on the machine should be functional and accessible.
Fume Extraction: The stainless steel laser cutting process produces a carcinogen called hexavalent chromium (Cr-VI). To manage this, the setup should contain an effective fume extraction system.
Common Problems in Laser Profile Cutting of Stainless Steel and Recommended Measures
Common challenges in stainless steel laser cutting are burn marks, burrs, and rough edges. As discussed below, there are different ways around these challenges for effective metal laser cutting.
Burn Marks
Burn marks appear as discolored or dark edges. These defects are caused by unstable gas flow
Laser cutting burn marks
Solution: Apart from using a steady gas pressure, the gas should be confirmed to be nitrogen.
Burrs
These occur on the laser-cut edges as rough sections with consistent roughness. Three things can potentially cause the problem: Poor laser focus, low gas pressure, or high cutting speed.
Solution: Optimize focal position and cutting speed, increase gas pressure.
Rough Edges
These are unevenly laser-cut lines. Poorly set power settings or a damaged nozzle can trigger the problem.
Solution: Clean the machine optics and optimize power and speed.
Laser Cutting vs Plasma Cutting Stainless Steel
Laser cutting stainless steel uses a high-power fiber or CO₂ laser beam. With the help of an assist gas, this beam heats, melts, and vaporizes the stainless steel sheet along the set or programmed path.
Plasma cutting stainless steel involves using a plasma arc to cut conductive materials. The extreme heat melts the material, which is blown away to complete the cut.
This table shows a side-by-side comparison of the two technologies:
| Element | Stainless steel laser cutting | Stainless steel plasma cutting |
| Speed on a thick plate | Slower | Faster |
| Speed on a thin plate | Faster | Slower |
| Cost | Higher initial and running costs | Lower |
| Surface finish | Often doesn’t require post-processing | Often requires finishing |
| Heat-affected zone | Narrow HAZ | Wider HAZ |
| Cut quality | Excellent with lower dross | Rougher cuts with more dross |
Conclusion
As highlighted in the article, stainless steel laser cutting is a high-tech metal-cutting method commonly performed on fiber metal laser cutting machines. A CO2 laser cutter can also be used, but usually for thinner stainless steel plates.
The stainless steel laser cutting service is a systematic process entailing stainless steel grade selection, machine selection, material preparation, and parameter optimization. When all these factors are covered, it is easy to get quality parts for automotive, aerospace, food processing, and other industries, as outlined in the article.
ProleanMFG’s laser cutting services are pegged on world-class expertise and high-quality fiber laser cutting machines. This guarantees reliable stainless steel cutting for your projects. Contact us today.
FAQs:
What is the maximum thickness of stainless steel laser cutting?
A fiber laser can cut material up to 50mm thick, but the specific thickness depends on laser power, cutting speed, and stainless steel grade.
Can a 40W laser cut stainless steel?
No, a 40W laser is too weak for stainless steel. The minimum power to cut metal is 300–500W fiber laser, and this is for mild steel.