Sheet metal laser cutting is a precise process that uses a focused laser beam to cut metal sheets into specific shapes. It produces clean edges and accurate cuts, and is suitable for both simple and complex designs.
In operation, the machine directs a focused laser onto the sheet surface and follows a programmed path. The heat generated by the laser melts, vaporizes, or removes the material along this path, separating the part from the sheet. Since there is no cutting tool in contact with the metal, the cut quality stays consistent even in long production runs.
Mild steel, stainless steel, and aluminum are considered the best materials for laser cutting. Material thickness and machine power decide how clean and fast the cut will be. In most cases, it reduces the need for secondary finishing because edges come out relatively clean.
This article covers what sheet metal laser cutting is, how the cutting process works step by step, which materials are normally used, and where it is applied in real fabrication work.
What is Sheet Metal Laser Cutting?

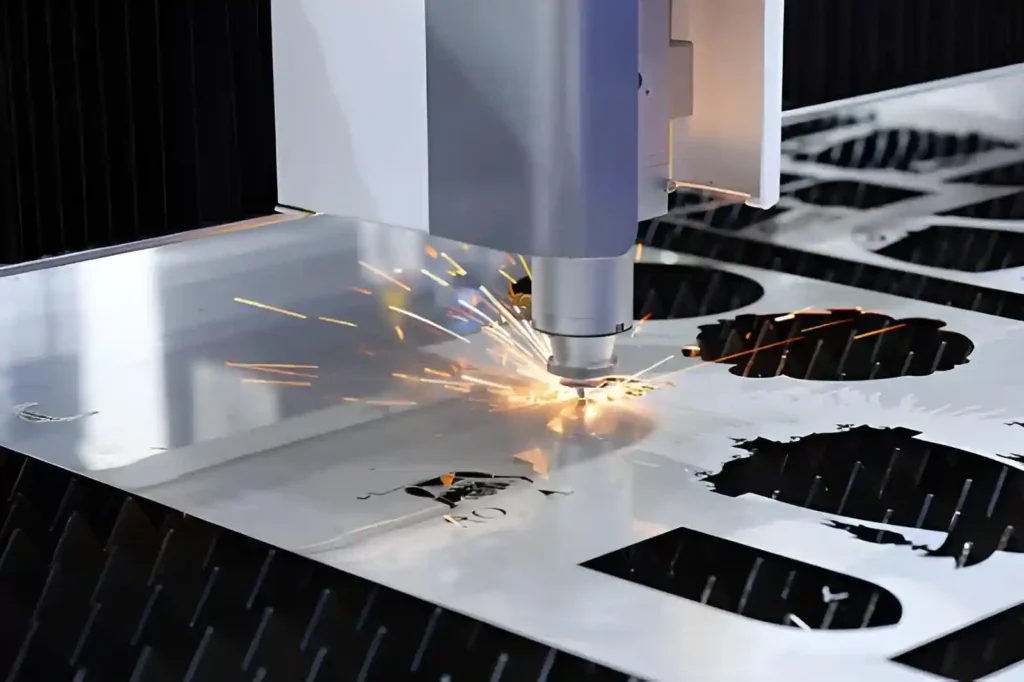
Stainless steel laser cutting
Sheet metal laser cutting uses a focused beam of light to cut flat metal sheets. Laser cutting is an example of subtractive manufacturing because material is removed from sheet metal to form the final product.
Where is it actually used?
| Industry | Typical Parts Made | Why It is Preffered? |
| Automotive | Brackets, covers, mounting plates | Easy to switch designs without new tooling |
| Aerospace | Lightweight panels, internal supports | Good for complex flat and formed shapes |
| Electronics | Metal enclosures, chassis parts | Clean cuts for tight-fitting assemblies |
| Medical | Device housings, support frames | Reliable for small batches |
A computer numerical control (CNC) system guides the laser to cut metal sheets at precise locations, ensuring accurate and consistent part shapes. The laser melts or vaporizes the material along the line as it moves, following the programmed geometry. This allows for the production of detailed profiles directly from digital designs.
Laser cutting is widely used in fabrication because it can produce both simple and complex shapes with a short setup time. In many industrial applications, it is used to produce repeatable metal parts with tight tolerances and reliable results.
Industrial fiber laser systems typically have power ranges from about 1 kW to over 6 kW, depending on the material thickness. Carbon steel can be efficiently cut to approximately 20-25 mm, while stainless steel and aluminum require higher power and slower cutting speeds.
Modern laser cutting setups are often linked directly with CAD/CAM software and nesting tools, so material sheets are used more efficiently and require less manual adjustment.
Types of Lasers Used in Laser Cutting Sheet Metal
Laser cutting sheet metal employs a variety of laser sources based on the specific requirements of the material being processed. The primary considerations are the type of material being processed, its thickness, and the intended production output.
Sheet metal fabrication utilizing laser cutting technology has traditionally employed three distinct categories of laser systems; these systems have performed differently under actual processing conditions.
Fiber Lasers
Fiber laser cutting machine
The majority of metal laser cutting today uses fiber lasers. Fiber lasers deliver consistent sheet-metal cutting performance with high efficiency.
A fiber laser generates its beam within a solid-state fiber and then delivers it to the cutting head via an optical fiber. As a result, the laser beam is highly focused, enabling efficient cutting of both stainless steel and aluminum alloys.
High cutting speeds and minimal energy losses are achieved. Additionally, these systems are particularly suited for high-volume, production environments where repeatable results and uptime are critical.
Production operations typically utilize fiber lasers for thin to medium sheet thicknesses. Secondary applications include marking and engraving metal components using the same system configuration.
CO2 Lasers

CO2 laser cutting machine
CO2 Lasers employ an electrically excited gas mixture to generate a laser beam. CO2 Lasers were commonly used before the industry-wide adoption of fiber lasers for metal-cutting applications.
However, in sheet-metal cutting applications, CO2 Lasers suffer from reduced efficiency when cutting reflective metals such as aluminum and copper.
However, CO2 systems do provide consistent edge quality, making them suitable for processing non-metallic materials such as acrylics, woods, and plastics.
As a rule, CO2 systems are relegated to secondary or multi-material processing applications in fabricating shops and are rarely applied to high-volume metal production.
Crystal Lasers (ND: YAG/ND: YVO)
Crystal Lasers employ solid-state crystals to generate high-powered laser beams. Crystal Lasers produce intense pulse widths that enable cutting of both metals and select ceramic materials.
In practical terms, Crystal Lasers are typically used for specialized applications requiring high peak power rather than for general-purpose, high-volume production cutting. Due to increased operational costs and shortened service life, their use in sheet metal fabrication is limited.
Typically, crystal-based systems are encountered in specialty industries rather than typical fabrication shops.
Comparison Table
| Laser Type | Working Mechanism | Practical Sheet Metal Use | Performance (Measured Use) | Limitation |
| Fiber Laser | Solid-state fiber amplifier | CNC sheet metal cutting (steel, SS, Al) | Power: 1 to 12 kW, Steel: up to 25 mm, SS: up to 20 mm, Al: up to 15 mm, Cutting speed: 10 to 40 m/min (thin sheet) | Copper/brass cutting efficiency drop, reflection sensitivity |
| CO2 Laser | Gas discharge (CO2, N2, He) | Thin sheet metal + non-metals | Power: 2 to 6 kW, Steel: up to 10 to 12 mm, Cutting speed: 2 to 15 m/min (metal) | Mirror alignment loss, low metal absorption |
| Crystal Laser (Nd: YAG / Nd: YVO) | Solid crystal gain medium | Precision / micro metal cutting | Pulse peak power: up to ~10 kW, Thickness: 0.5 to 10 mm, Spot size: ~0.1 to 0.3 mm | Short life: 8,000 to 15,000 hrs, high running cost |
Benefits of Sheet Metal Laser Cutting
Laser cutting of sheet metal has become an extremely popular method in fabrication due to its elimination of the manual cutting step and the ability to provide consistent results from CAD data.
The primary benefit of laser cutting is that it provides repeatable performance throughout batch production with minimal reliance on operator skill.
Tight Fit Without Extra Machining
Because laser cutting produces parts that fit together perfectly without requiring additional machining (such as grinding, drilling, or filing) after cutting, this method is typically used in applications where precise alignment of holes and edges directly affects the overall assembly.
Additionally, by minimizing the potential for dimensional variation among successive parts produced during a given run, the likelihood of rejecting parts is reduced.
One-Time Setup, Repeat Output
After creating a single CNC program, loading it into the machine, and then repeating the same cutting path through all sheets being processed (without having to perform any tool changes or manual adjustments), allows for consistent output based primarily upon how well calibrated the machine is versus how well the operator can control the operation. This also minimizes any quality differences between the first and last parts produced during a multi-part production run. It also makes the operation easier when multiple shifts produce the same item using the same program, without needing to rework.
Limited Heat Affected Zone
When using laser cutting technology, heat is applied directly to the area(s) being cut; therefore, there is very little thermal distortion near the cut edge.
For nearly all commonly used sheet metal thicknesses (typically between 1mm and 8mm), this haze will be approximately 0.05mm wide (or slightly larger, depending on the specific settings chosen) and is typically much smaller than would be seen with traditional cutting methods.
This results in fewer problems maintaining flatness in thinner gauges and/or excessive distortion, leading to misshapen finished parts, particularly in stainless and mild steels. Selecting appropriate gases (such as nitrogen cutting) to assist the cutting process can further enhance edge quality and minimize oxidation on cut surfaces.
No Tool Change for Different Metals
The same program may be used to cut various types of sheet metal, including mild steel, stainless steel, and aluminium. Only the parameters related to power level, assist gas (oxygen or nitrogen), and cutting speed need to be changed.
In CNC shops that have to switch between multiple materials within the same shift, this greatly reduces downtime associated with changing tools. It also dramatically reduces setup times when switching between different customer orders.
Higher Sheet Utilization Through Nesting
Using CNC nesting software, components can be laid out tightly together on a sheet before cutting. In actual fabrication environments, material yield rates may exceed 80% to 90%, depending on component design and spacing requirements.
Reduced scrap material is achieved through better nesting. When fabricating with high-priced materials such as stainless steel or aluminum, reduced waste translates into lower unit costs in large-volume batch runs.
Multiple Features in One Operation
Laser cutting processes allow the creation of features such as holes, slits, cutouts, and complex internal geometries during a single setup. As a result, numerous secondary operations such as drilling, punching, or milling are eliminated.
Continuous processing from raw material to finished blank eliminates downtime and lost productivity. Also, since all geometry is created in the same coordinate system, feature alignment is ensured.
Faster Production for Batch Jobs
Due to higher cutting speeds available when processing thin materials, laser cutter machines can achieve speeds up to 20 to 40 m/min. Additional units can be made from a single sheet without machine stops for tool changes.
Sheet Metal Laser Cutting Processes
The primary difference among the 03 laser cutting methods primarily lies in the type of assist gas used and the mechanism by which material is removed from the cut zone.
Each of these differences will affect the quality of the edge produced by the cut; how quickly the cut can be made, and how much time and effort is needed to complete post-cut processing.
Laser Beam Fusion Cutting
Material is ejected from the cut kerf using nitrogen or argon to avoid chemical reactions with the molten metal. The kerf remains free from oxidation since nitrogen and argon do not react chemically with the molten metal.
Nitrogen or argon laser beam fusion cutting is used for most stainless steel and aluminium parts. In many applications, such as welding, coating, or visible assembly, the cut edge of parts must remain clean.
Therefore, this method is often used for parts that go directly from the laser cutter to bending, assembling, etc., and do not need surface cleaning.
Laser Beam Flame Cutting
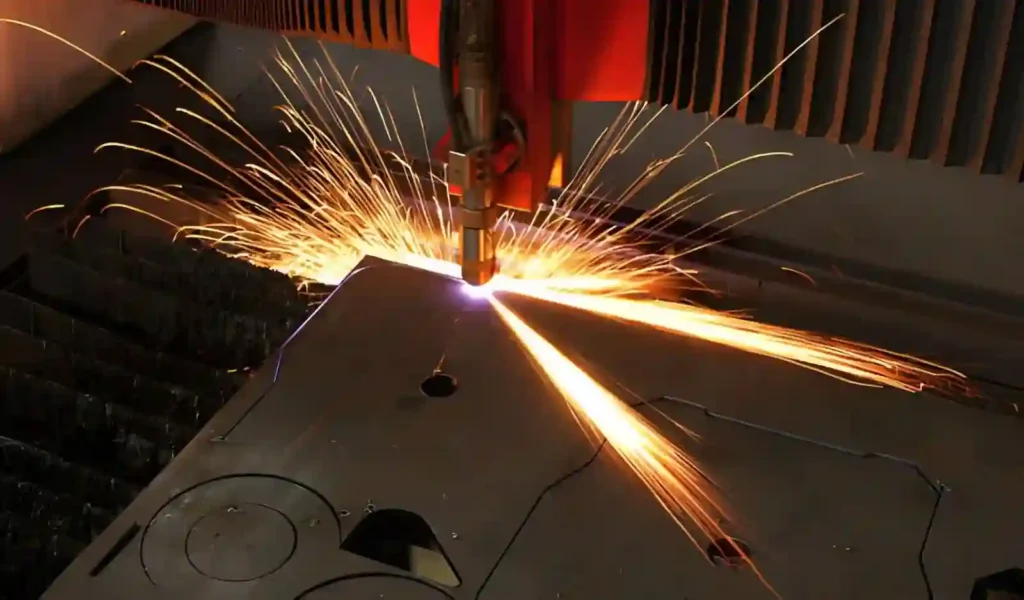
Laser beam flame cutting
Oxygen is used as an assist gas to react with the hot steel during cutting. Oxygen enhances cutting by adding heat to the process, allowing lasers to cut thicker steel than would otherwise be possible.
Flame cutting (using Oxygen) is generally limited to mild steel plates and structural components. While flame cutting produces oxidized edges, those surfaces can be cleaned before welding or coating.
Laser Beam Sublimation Cutting
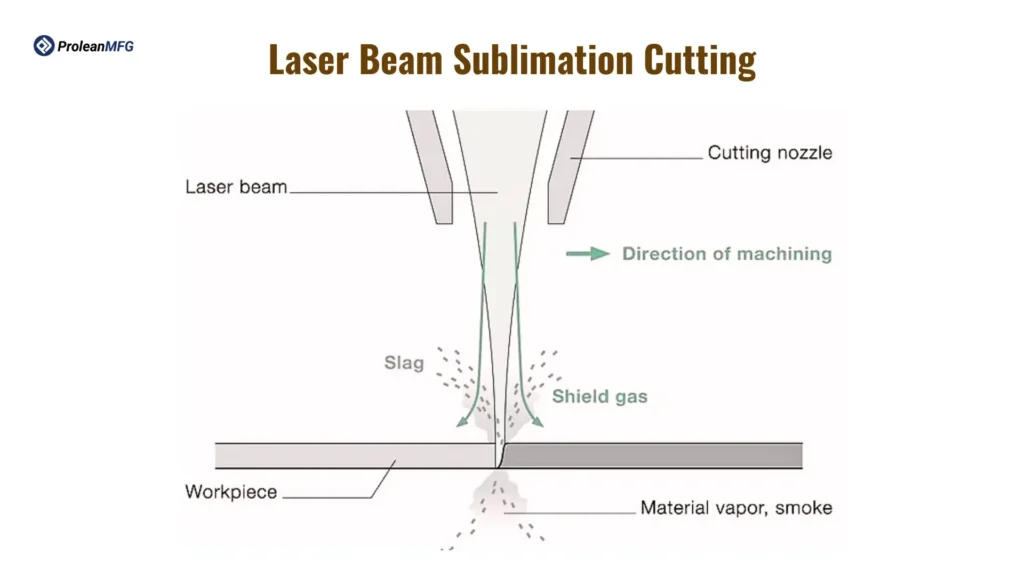
Laser beam sublimation cutting
Material removal occurs through sublimation, in which the laser beam converts solid material directly into a vapor state rather than melting it first. Because there is less thermal energy in a sublimated state than in a melted one, laser beam sublimation cutting requires better control over both the laser beam energy and cutting speeds than either fusion or flame cutting.
Since very small features and sharp internal corners, along with tight tolerances and minimal kerf widths, are common requirements in many sheet-metal parts, laser beam sublimation cutting has become popular for creating precision components that require little to no secondary machining to maintain their original dimensions.
Design Tips for Sheet Metal Laser Cutting
The optimal results of laser cutting of metal sheets depend heavily on appropriately preparing your designs and selecting the right material. Many common issues in production (e.g., poor fit, low-quality edges) arise from errors in the design process, not from any machine issue.
Select Material Based on Cutting Behavior
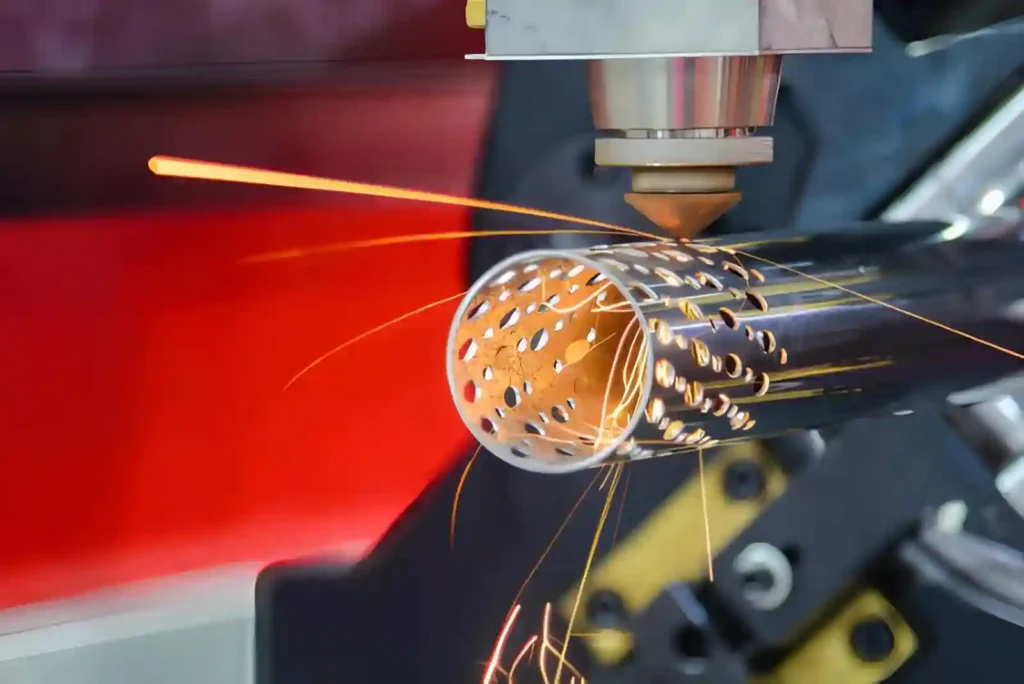
Laser cutting stainless steel tube
When choosing a material for laser cutting, you will also need to consider how it cuts (cutting speed), the type of finish it will have, and whether it will require additional processing.
Mild steel is one of the fastest-cutting materials; stainless steel requires very precise settings to prevent discoloration of the finished product, and aluminum has a highly reflective surface. It will require adjustments to the laser-cutting parameters.
The same design may perform differently depending on the material thickness. Therefore, both thickness and reflectivity should be considered before completing the job.
Use Proper Vector-Based CAD Files
Prepare your designs using CAD software that uses vector-based geometry. Vector-based CAD files provide instructions to the laser cutter describing the paths the laser will travel.
These files are generally created using software such as AutoCAD or other CAD programs. They are then exported in a format compatible with the specific laser cutting equipment being used. Common file types include DXF, DWG, and STEP.
Any time non-vector data is imported into a CAD program, there exists the possibility that the laser cutter will incorrectly interpret this data.
This could occur when importing an image (such as a photograph) or when the design contains irregular shapes. If this occurs, the laser cutter may not correctly interpret these areas as cut paths, resulting in incorrect path information.
Ultimately, this could cause problems with the laser-cutting process and/or require additional setup corrections on the shop floor.
Account for Kerf Width in Design
Kerf refers to the amount of material removed by the laser beam during a cut. The kerf width is influenced by several factors, including the material being cut and the nozzle size. Typical kerf widths for sheet metals range from 0.1mm to 0.3mm.
To ensure that tight assembly or press-fit parts are accurately represented in their dimensions after laser cutting, some manufacturers apply kerf compensation within their CAD systems.
As a result, they can predictively measure the actual dimensions of each part and make necessary adjustments during their design phase to compensate for lost material.
Avoid Very Small Features Below Sheet Thickness
Features such as small slots, holes, or cutouts are sometimes designed below the sheet metal’s thickness. When this happens, it can lead to substandard cuts. For example, attempting to create a 1mm diameter hole in 3mm thick stainless steel would likely result in a poorly formed edge or excessive distortion.
Creating features based on sheet thickness provides a predictable method for making strong cuts and minimizes waste from rejected parts.
Maintain Minimum Spacing Between Features
As features are closer together during laser cutting, heat generated during this process can adversely impact adjacent features. This can result in decreased structural integrity between features.
Manufacturers normally attempt to space cut lines apart by a distance equivalent to the sheet thickness. For example, if working with 2mm sheet metal, it would be recommended to leave at least a 2mm gap between cut profiles.
Applications of Sheet Metal Laser Cutting
Sheet Metal Laser Cutting (cutting flat metal parts) is most often used when a part has uniform dimensions and is made consistently. It is frequently the first operation, followed by forming (bending), joining (welding), or assembly.
Medical Parts

Advanced laser tube cutting medical device
The primary use of laser cutting in medical fabrication is to produce stainless steel parts, such as trays, trolley frames, bed supports, and instrument enclosures.
Stainless steel sheets (304 & 316) are the typical materials used in this industry due to their ability to maintain dimensional stability after cutting and to finish with coatings or polishing. The parts, after being laser-cut, will typically be bent, welded, or assembled immediately, requiring no additional work on their edges.
Jewelry Work
The laser cutter is also used for thin sheets of metals, including gold, Silver, brass, and stainless steel, when intricate details are required.
For repetitive designs, laser-cut patterns, and/or small decorative components, laser cutting offers an advantage. With a CAD file established, the identical design can be produced piece by piece without variation. This is particularly beneficial in small batch quantities.
Interior and Architectural Work
In interior fabrications, laser cutting is utilized for steel and aluminum sheet materials used for wall panels, screens, partitions, and decorative facades. In general, thickness ranges from 0.040″ to 0.250″, depending upon the design.
Typically, after cutting, the parts will be coated with a powdered coat or finished before installation in an architecturally exposed area.
Aerospace and Engineering Parts

Power supply chassis laser cutting
For engineering/aerospace fabrication, laser cutting is utilized for aluminum and stainless steel sheet parts, including brackets, mounting plates, and covers. Aluminum is often used in sheet thicknesses ranging from 0.040″ to 0.200″ to minimize weight.
Typically, these parts are created as blanks by laser cutting, followed by CNC Machining or Direct Assembly, where precise hole locations and consistent geometric tolerances are critical.
Alternatives to Sheet Metal Laser Cutting
Laser cutting is not always used. Shops choose other processes based on thickness, tolerance, material type, and part shape.
Sheet Metal Cutting Alternatives Overview
| Process | Working Principle | Typical Accuracy | Material Range | Where it is used |
| EDM | Material removed by electrical sparks | ±0.005 to 0.02 mm | Conductive hardened metals | Tool inserts, fine features in hard steel |
| CNC Milling | The rotary cutter removes material layer by layer | ±0.01 to 0.05 mm | Metals, plastics, alloys | Parts with pockets, steps, and 3D geometry |
| Waterjet Cutting | High-pressure water with abrasive cuts material | ±0.1 to 0.3 mm | Metals, composites, stone | Thick sheets, heat-sensitive materials |
| Punching | Mechanical press shears a sheet using a punch and a die | ±0.05 to 0.2 mm | Sheet steel, aluminum | High-volume parts with repeated shapes |
Conclusion
Sheet metal laser cutting is mainly used when flat metal parts need to be produced in the same shape repeatedly without manual variation. It helps reduce fitting issues later in bending or welding because the cut parts already closely follow the CAD dimensions.
In most workshops, it is chosen when jobs involve multiple identical parts, tight hole positions, or when manual cutting would take too long or lead to inconsistency. The final quality still depends on material type, thickness, and how the cutting file is prepared.
Prolean MFG: Your Reliable Partner for Custom Sheet Metal Laser Cutting Services
Prolean MFG provides precision laser cutting services for prototypes and production parts. We work with stainless steel, mild steel, and aluminum to deliver accurate cuts from your CAD designs.
Our process is focused on practical manufacturing needs, from single parts to batch production, with attention to fit, edge quality, and consistency. For custom requirements or production inquiries, you can contact Prolean MFG to get a quote and discuss the best material and cutting options for your project.