
Laser cutting aluminum is a common fabrication method for processing aluminum plates and sheets. Manufacturers use modern Sheet Metal Laser Cutting machines to efficiently produce complex, accurate aluminum parts for various industries.
Compared to conventional cutting methods, laser cutting is very repeatable and produces less mechanical stress on the material. Reflectivity and thermal conductivity are major challenges, but advanced fiber laser cutting of aluminum makes the process practical.
This guide covers the basics of laser cutting technology, the benefits of cutting aluminum, various laser cutting technologies, and industrial applications.
What is Laser Cutting Aluminum?
Laser cutting aluminum is the use of a powerful, focused light beam to cut precise aluminum parts. It is a faster, more flexible, and more accurate aluminum cutting method compared to conventional options.

Laser-cut aluminum pieces
Alt text: Multiple flat laser-cut aluminum sheets with precise holes and edges, stacked loosely on a white surface.
This cutting method is popularly used in applications such as DIY projects and signage, where accurate and clean parts are critical.
Types of Aluminum Alloys Suitable for Laser Cutting
The best laser cutting materials among types of aluminum alloys include aluminum 1050A, 5251 aluminum, 5052 aluminum, 5083 aluminum, 7075 aluminum, and 6061 aluminum. Each of these reacts differently to the cutting process, but is suitable for the process, nevertheless.
For instance, the strength of 7075 aluminum means that laser cutting in this case should be higher, and the cutting speed slower. Laser cutting the 5XXX series is less challenging because these materials are not as strong.
What are the benefits of Laser Cutting Aluminum?
Laser-cut aluminum offers benefits such as tight tolerances, minimal material loss, faster lead times, and complex parts. In general, it is a scalable, cost-effective aluminum cutting solution for diverse industries.
Tight Tolerances: The consistency and precision of aluminum laser cutting match the requirements for exact dimensions in different industries.
Minimal Material Loss: The focused light beam optimizes aluminum utilization.
Faster Lead Times: It is perfect for high-speed aluminum cutting
Complex Parts: Laser cutting produces clean edges and complex parts with intricate details.

Complex laser cut aluminum
Laser Cutting Aluminum Problems
The most common issues encountered in aluminum metal cutting using laser technology are back reflections, oxide layer interference, heat-affected zones, and burr formation. A combination of machining expertise, advanced machinery, and parameter optimization helps navigate through these laser cutting aluminum problems.
Reflections: Aluminum has high reflectivity, so it can easily reflect beams, potentially damaging the cutting equipment and reducing cutting efficiency
Solution: Using modern fiber lasers is the most effective remedy. Application of absorptive surface coatings, for instance, graphite, can also help.
Oxide Layer Interference: Aluminum has a natural oxide layer, which can affect the beam absorption effectiveness.
Solution: Cleaning the aluminum surface before cutting is part of the solution. The other countermeasure is using nitrogen as the auxiliary gas.
Heat-Affected Zones: The area around the cut receives excess heat, which can affect aluminum properties. The surface and impact strength are some properties that can change as a result.
Solution: Nitrogen as the assist gas, pulsed mode capability in the fiber laser, and post-cut edge treatment are three recommended solutions to the problem.
Burr Formation: Rough edges from the cutting process may form, especially if the cutting parameters are incorrect.

Burrs
Solution: This problem is minimized with optimized cutting parameters, higher auxiliary gas pressure, and optimization of the focal point position.
Why Is Aluminum Hard To Laser Cut?
The two main contributors to the difficulty of cutting aluminum are high thermal conductivity and high reflectivity.
First Reason: High Thermal Conductivity
The excellent thermal conductivity of aluminum is a big challenge in laser cutting. As the cutting laser heats a section of the aluminum, the heat is quickly conducted to the rest of the material.
This means that the heat delivery from the cutting equipment must be faster than the dissipation speed. You could liken this to trying to fill water into a leaking container. That’s why high power density is required in aluminum laser cutting.
Second Reason: High Reflectivity
Reflectivity is another big challenge, because aluminum tends to reflect a lot of light. For effective laser cutting, a material should convert as much light energy into heat. Aluminum can reflect as much as 90% of the light from a common 10.6-micron wavelength CO2 laser.
This effect is both dangerous and inefficient. The reflected light beam can strike and damage the laser cutting equipment. To counter this challenge, manufacturers use more reliable equipment, for instance, a 1-micron wavelength fiber laser.
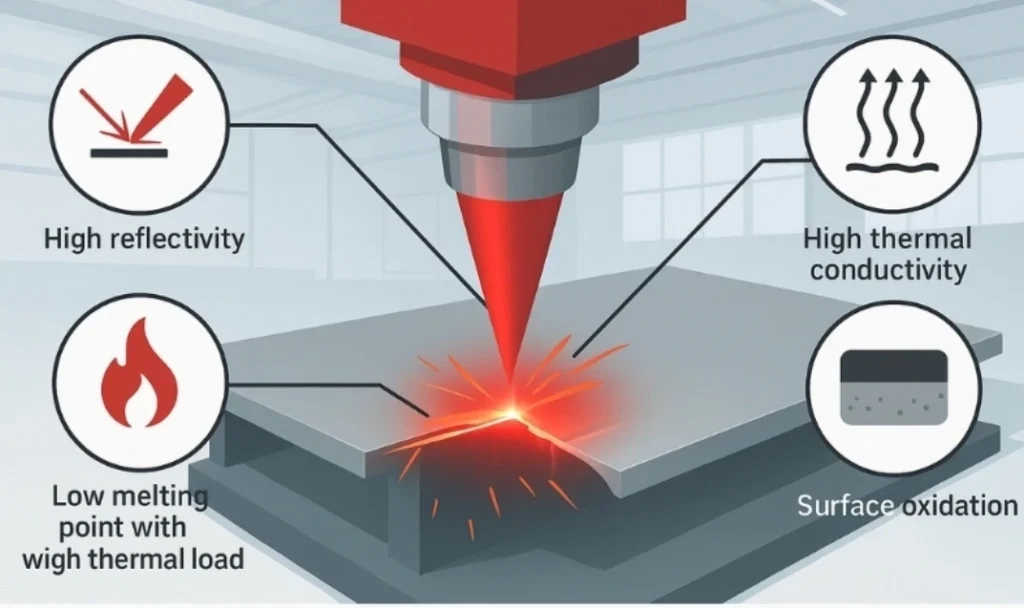
Challenges in laser cutting aluminum
Material Properties that May Affect Laser Cutting Aluminum
Beyond thermal conductivity and reflectivity, other properties that affect the laser cutting process in aluminum are alloy composition, surface finish, and oxide layer thickness. These properties specifically affect the material’s capability to absorb laser energy.
Alloy Composition – The alloy composition directly affects the cut cleanliness. For instance, the 6xxx series has higher silicon content, thus more difficult to cut than the 5xxx series.
Surface Finish – The interaction between the laser-cut aluminum sheet and the laser can be affected by the surface finish. Strategies for a stress-free interaction include ensuring a surface roughness (Ra) of between 3.2 and 6.3 µm and removing all types of contaminants from the surface before cutting.
Oxide Layer Thickness – The aluminum oxide layer that is formed on the aluminum surface can be thick enough to impede heat transfer to the surface that is to be cut. Parameter adjustments are advised to navigate through the issue.
Application of Laser Cutting Aluminum
Laser cutting technology is widely used in the manufacture of parts for the automotive, aerospace, architecture, electronics, jewelry, and medical industries.
Automotive: Parts for suspension, exhaust, and body panels

Aluminum metal cutting (laser) for automotive
Aerospace: Wing sections, heat shield panels, floor panels
Architecture: Cladding and facades
Electronics: Computer components and circuit boards
Jewelry: Complex designs and patterns
Medical: Prosthetics, surgical devices, and implants
How To Laser Cut Aluminum
The steps involved in laser cutting aluminum include material preparation, laser setup, assist gas pressure configuration, and precision laser cutting.
Step 1: Material Preparation
The correct aluminum alloy is selected based on the performance requirements. The material is cleaned, flattened, and fixtured.
Step 2: Laser System Setup
The laser type is selected, followed by setting and calibrating the parameters. The focal depth is optimized, and the optics are set. A test cut is also performed.
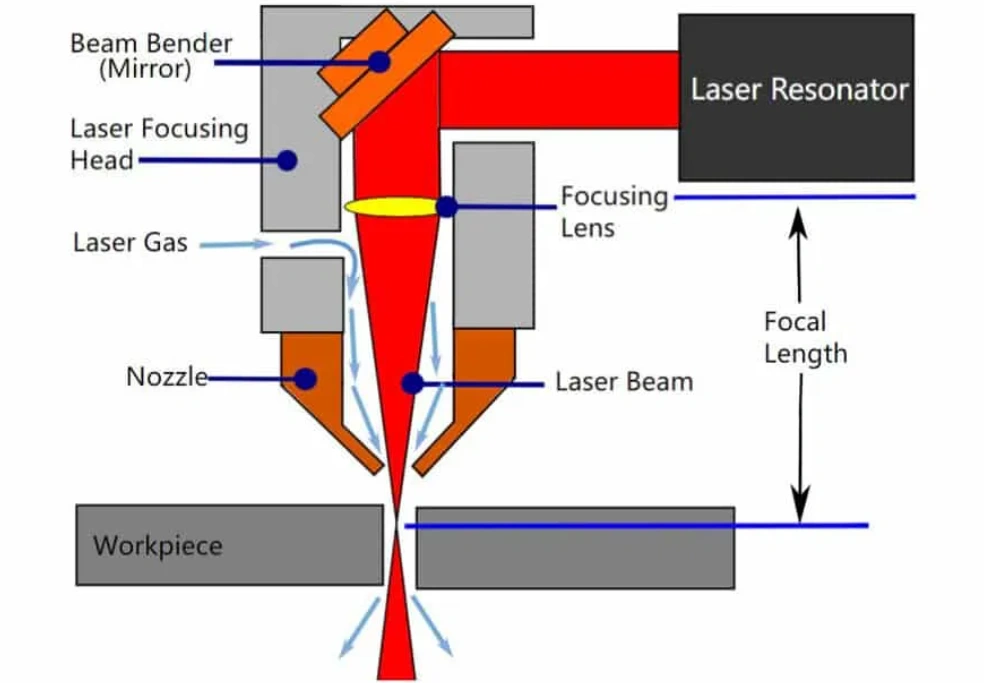
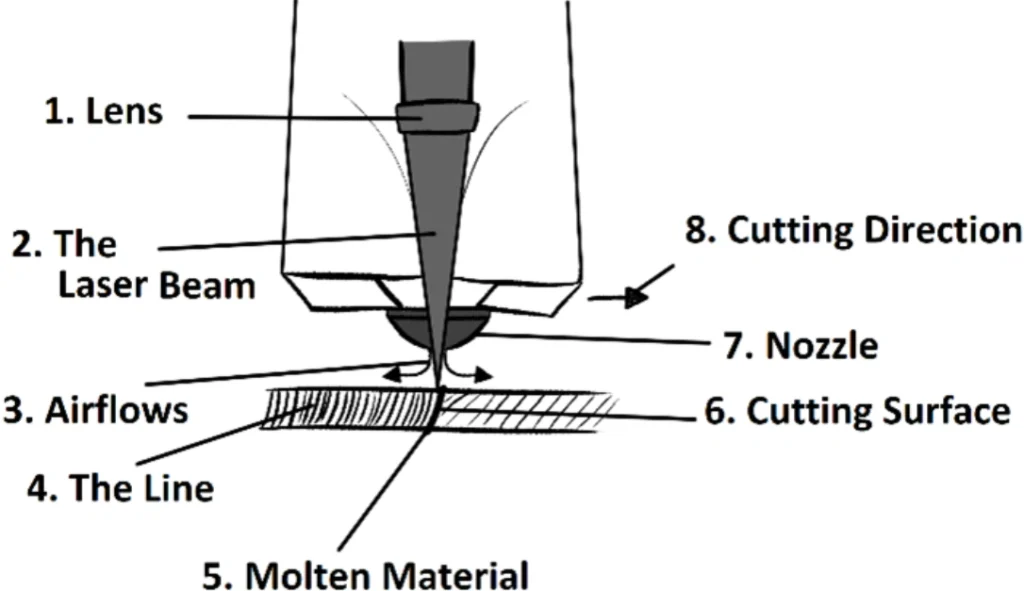
Laser cutting schematic
Step 3: Assist Gas Pressure Configuration
Nitrogen, with its inert properties, is the ideal assist gas for laser cutting aluminum. The pressure is optimized for the aluminum’s thickness.
Step 4: Precision Laser Cutting
The beam vaporizes/melts the aluminum surface as the assist gas blows away the material from the cut area. Process inspection during and after the cut is necessary.
Types of Lasers to Cut Aluminum
The main technologies for laser cutting aluminum are fiber lasers and CO2 lasers. Fiber lasers, with their 1-micron wavelength capability, are the most widely used. For CO2 lasers, the main issue is the higher power levels required to run them.
More details about the two technologies are below.
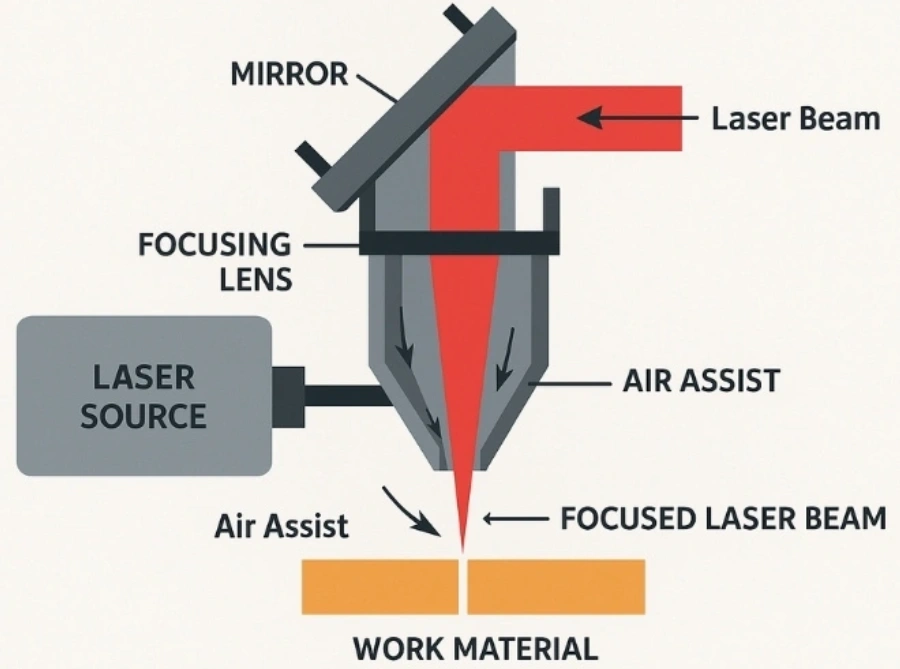
Fiber Lasers
Fiber laser cutting
The fiber laser cutting technology comprises a computer-controlled high-power laser beam. This beam is delivered and amplified via a fiber optic cable. A lens directs the beam to the exact part of the aluminum to be cut.
The power of the beam vaporizes or melts the aluminum. A gas stream then blows away the vaporized or melted aluminum.
CO2 Lasers
CO2 laser cutting
CO2 lasers use a mixture of carbon dioxide, helium, and nitrogen to produce a high-powered beam. Like the previous technology, a lens focuses the beam on the aluminum sheet or plate. A precise cut is formed when the material is vaporized or melted.
Best Practices for Laser Cutting Aluminum
Ensuring the best laser cutting service for aluminum parts is guided by the following best practices.
- Power density optimization
- Assist gas used – nitrogen
- A clean lens should be used
- Consistent focal length calibration
- Ventilation should be checked regularly
- Equipment should be maintained for efficient and safe functioning
What Is the Role of Speed and Power in Laser Cutting Aluminum?
Optimized speed and power in aluminum laser cutting is critical because the material is reflective. The two parameters affect the amount of heat delivered to the material.
Cutting Speed: The cutting speed should be neither too fast nor too slow. If it is too fast, the cut can be incomplete. If it is too slow, burrs can be formed. A speed of between 1000 and 3000 mm/min typically gives the best laser cuts in aluminum.
Laser Power (Watts): The laser power determines the amount of energy delivered for cutting. More power is required for thicker materials, and vice versa. Of course, there should be a balance. The recommended wattage range is between 1500W and 3000W.
Laser Cut vs. Plasma Cut Aluminum
To laser cut or plasma cut aluminum is a common dilemma for fabricators and parts’ clients. Laser cutting is preferred for aluminum and other reflective metals. It is also the better technology for thin sheet metals.
Plasma cutting works better for medium-thickness plates of materials such as stainless steel and carbon steel.
Regarding how key parameters compare for the two methods, here is a summary table.
| Parameter | Laser cutting | Plasma cutting |
| Maximum thickness | 400mm | 150mm |
| Accuracy | High – ±0.05mm | Medium – ±0.1mm |
| Energy consumption | High | Lower |
| Surface quality | Smooth and burr-free | Requires polishing |
| Environmental performance | Less exhaust and low noise | High fumes |
Choosing a Suitable Laser Cutting Service
When you are looking for a dependable aluminum laser cutting services provider, insist on experience in handling different types of aluminum alloys, availability of fiber laser capabilities, and a reputation for maintaining tight tolerances.
These qualities should be complemented by transparency from the company. For instance, they should be willing and ready to prove their certifications to offer the aluminum laser cutting services.
In Conclusion
Laser cutting aluminum is a common practice in modern fabrication. This article has highlighted different laser cutting technologies, the benefits and limitations of the process, and solutions to process challenges.
Manufacturers who have perfected this method know how to match aluminum alloy, material thickness, and machining parameters. Crucial elements include cutting speed, laser power, assist gas, and laser type. That’s how they can deliver high-quality aluminum parts to different industries.
Our laser cutting services are engineered to counter challenges such as burr formation, inconsistent tolerances, and poor edge quality. We offer comprehensive fabrication support defined by years of experience and modern laser cutting equipment.
Contact us today for professional laser cutting support customized for the grade, size, and surface finish of our aluminum material!
FAQs
How thick can a laser-cut aluminum be?
The specific thickness of aluminum that a laser can cut depends on several factors, including the angle of cut, laser speed, and laser power. Generally, laser cutting can cut metal between 0.5 mm and 60 mm thick.
Is Laser Cutting Aluminum Safe?
Laser cutting aluminum is safe, but only if done correctly using the right equipment. That’s because there are hidden dangers of the process, such as equipment contamination, respiratory health issues, and fire hazards.