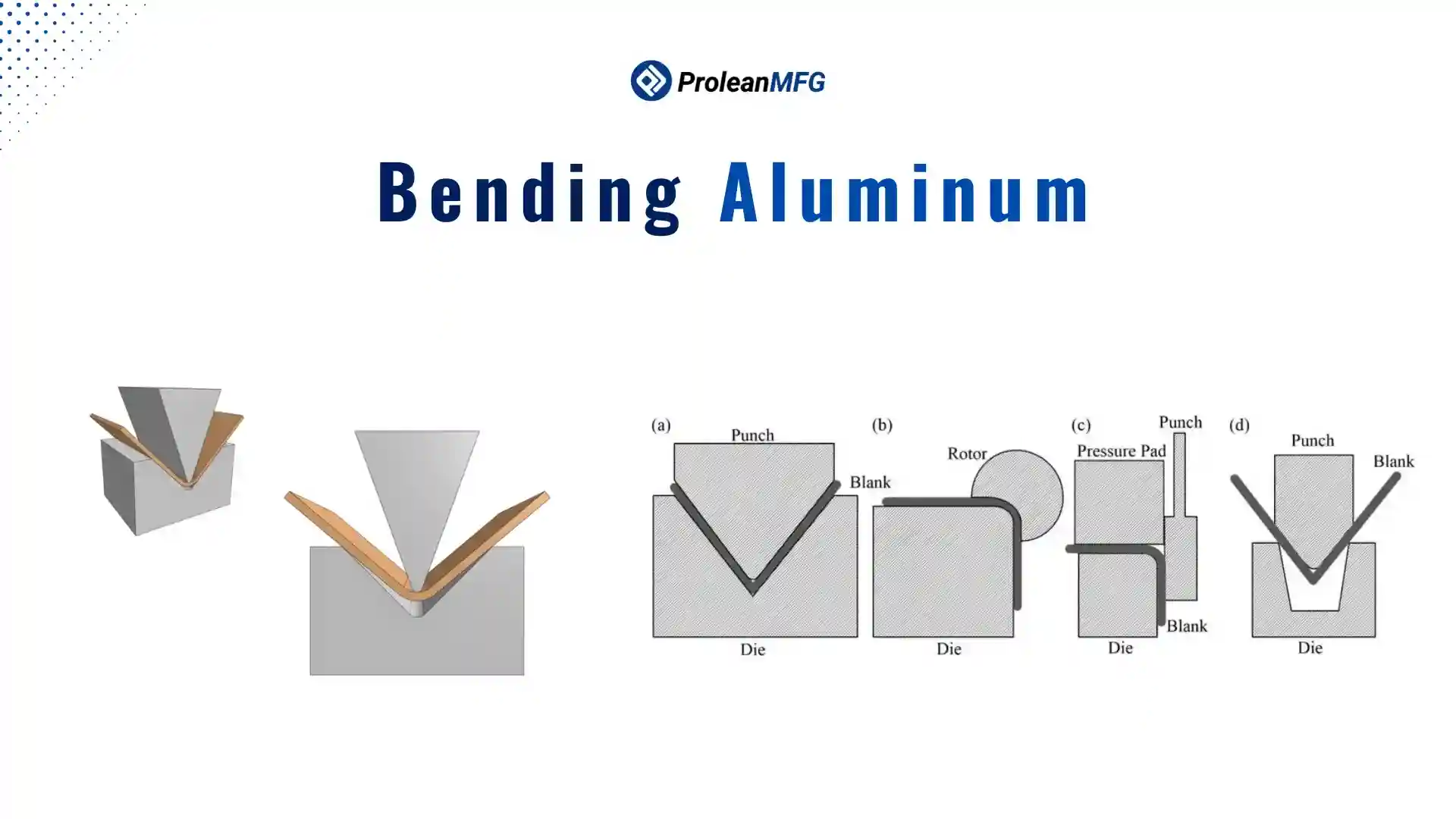

Bending aluminum is a major step in shaping sheets, rods, or extrusions for projects in automotive, aerospace, and construction. Because aluminum is soft but work-hardens quickly, using the wrong bend angle or technique can cause cracking and uneven shapes.
Knowing the alloy type, thickness, and desired shape is essential before starting a bending job. The CNC sheet metal bending process usually involves mechanical force. However, sometimes, it is assisted with heat or annealing for thicker sheets.

Aluminum channel
Techniques like air bending, bottom bending, and coining allow you to control springback and maintain high precision across bends. Using the right die size and machine settings ensures clean bends without damaging the material.
With careful planning and the correct methods, aluminum can be bent into custom shapes while keeping strength and a smooth finish. This also helps you reduce waste, improve part fit, and prepare the material for finishing processes like anodizing or powder coating.
What Is the Best Aluminum for Bending Applications
One of the most desirable materials available for aluminum bending applications is 5052-H32. It features a high strength-to-ductility ratio, which allows tighter radius bends.
If strength is less important than being flexible, then 1100-O may also work well for your application. Harder grades (such as 6061-T6) should generally be avoided until they have been annealed or heated.
Can Aluminum Be Bent Without Heating?

Stacked aluminum rectangular hollow tubes
Different grades of aluminum (like 1100 and 5052) can be bent at room temperature. Since they are relatively soft, no added heat is needed.
Harder aluminum alloys, such as 6061-T6, may require annealing or heating before bending to reduce the risk of cracking.
However, this is not always necessary, as some thicknesses and controlled bending conditions (such as proper tooling and gradual bending) can allow 6061-T6 to be formed without heat treatment.
How to Bend Aluminum Without Cracking

Aluminum sheet metal bending
The best way to avoid cracks when bending aluminum is to choose an alloy with good flexibility. The angle of your bend should also be reduced. Choosing the proper temper for the type of bending you plan on doing is important.
For example, if you choose a very brittle metal and try to bend it, you will likely get many cracks. Applying controlled heat can help reduce internal tension in the metal. This makes the process of bending much safer.
What are the Factors Affecting the Aluminum Bending
Several factors will determine whether your aluminum is easy to bend or not. These include: softer alloys, thinner metal gauges, and smaller bend radii. However, some stronger metals, such as 6061, cannot be bent cold and must be heated before bending.
Proper bend radii should be maintained when bending, and sheet metal bending guidelines should always be made towards the direction of the grains of the metal. This will help minimize the possibility of cracks occurring in the metal during or after the bending process.
Aluminum Formability
Extruded aluminum window frame
There are many types of aluminum alloys used today. Aluminum’s ability to bend depends on the specific alloy used.
Examples include: 1100 aluminum is very soft and easy to bend into different shapes without cracking. However, it has lower strength than other aluminum alloys. So, excessive bending or improper handling can still cause deformation or damage.
The 5052 aluminum series offers high tensile strength and ductility. Therefore, they are often used in applications that require forming, such as automotive and marine components.
Stronger alloys like 6061 and 7075 provide higher tensile strengths but are less formable because they are so rigid. Ultimately, choosing the best alloy for bending is quite important.
Yield Strength and Elongation
The two main measurements used to evaluate a material’s bending behavior are yield strength and elongation.
Yield strength: It is determined by measuring how much stress an object can endure until it begins to deform. In terms of bending, lower-yield materials tend to bend better than their high-yield counterparts.
Conversely, high-yield materials tend to bend poorly but can withstand significant force before failing. For example, 6061-T6 has a yield strength of approximately 276 MPa.
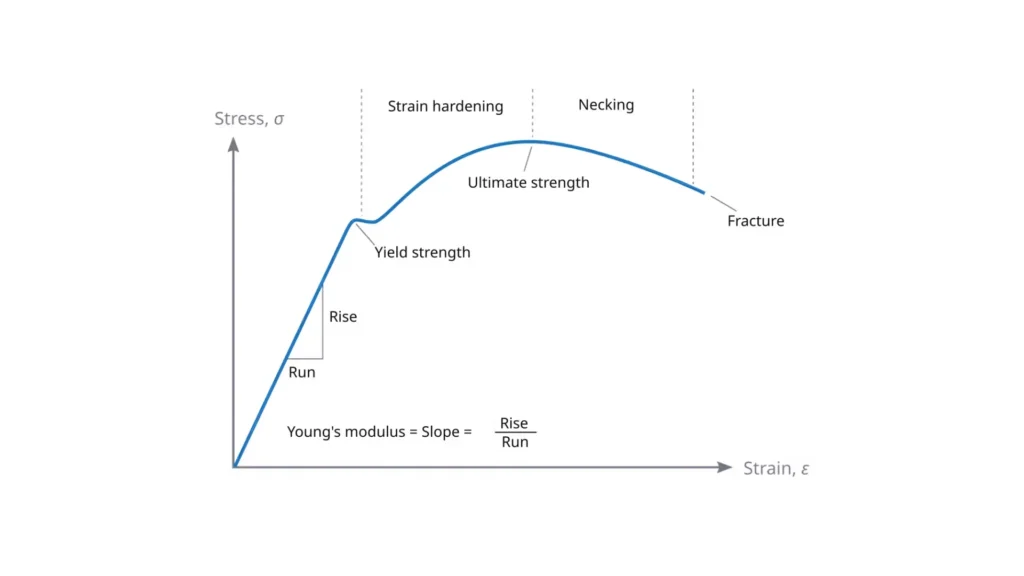
Yield strength stress-strain curve
Elongation: It is defined as the amount of strain an object can absorb before fracturing. Materials with high elongation tend to bend better because they do not crack as easily.
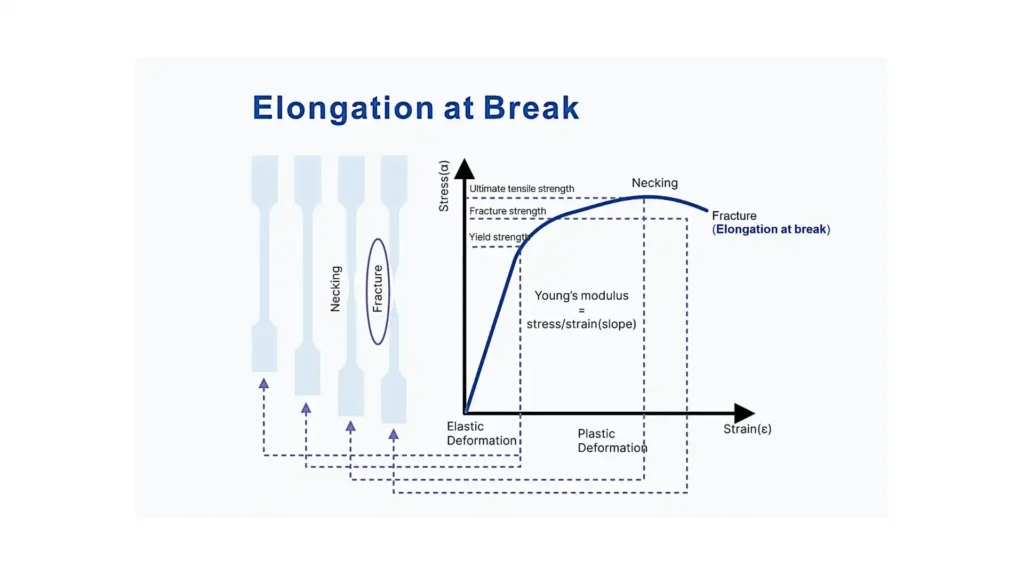
Total elongation stress-strain curve
Examples include 5052-H32, which exhibits up to 18% elongation, thereby allowing tighter bend radii.
Temper Condition
In addition to selecting the proper alloy for your application, the temper condition also plays an integral role in determining how well it will bend.
The most common temper available for aluminum is O (annealed), H32 (semi-hard), and T6 (high-strength). O-tempered materials are soft and highly ductile.
They allow sharp bends with minimal cracking. H32-tempered materials are semi-hard and offer a balance of strength and ductility. T6 materials are hard but brittle and require heat treatment or localized annealing to perform sharp bends.
If you choose the wrong temper, you may experience fractures in your material resulting from improper bend radii.
Thickness and Bend Radius
As previously mentioned, thicker materials require greater forces to bend. Additionally, bending thicker materials requires greater bend radii to avoid cracking. Typically, the minimum bend radius is 2-3 times the material thickness.
For example, a 0.01-inch piece of aluminum will typically bend at a radius of 0.02 inches. At the same time, a 1/2″ thick plate may require significantly greater radii.
Proper planning regarding the radius and force requirements can minimize potential problems associated with material damage or excessive “spring-back”.
Springback
Due to its elastic nature, aluminum exhibits “spring-back” after bending. More specifically, high-strength alloys such as 6061-T6 can bounce back anywhere from 2 to 5 degrees after bending.
Spring-back tends to be more pronounced when creating sharp bends. To combat it, it is recommended to either slightly over-bend the material or employ bottoming and coining techniques. Heat-treating the material before bending can reduce both springback and residual stress.
Grain Direction
Finally, all aluminum products have a directional characteristic called “grain”. When bending aluminum sheets, it is generally more advantageous to bend the material in a direction that is perpendicular to the grain.
Conversely, bending aluminum in a direction parallel to the grain increases the likelihood of forming defects. Always inspect the orientation of the grain on your material before attempting to bend it, especially if you plan on performing tight-radius bends or forming critical parts.
Common Aluminum Alloys for Precision Bending
Selecting an appropriate aluminum alloy is important to ensure that your metal can be bent without cracking. Each alloy has a different degree of strength, flexibility, and corrosion resistance, which determines how easily you can bend it and what types of deformation may occur.
The correct selection of the type of alloy will help you avoid such problems as cracking due to excessive stress on the bend area (cracking), spring back after forming (spring-back), or distortion during forming (distortion).
3003 Aluminum Alloy
The 3000 series alloys contain manganese, which gives them low tensile strength, high ductility, and excellent formability at room temperature. Therefore, they do not need to be heated before bending. The most common uses for these alloys are:
- Roofing Sheets
- Storage Tanks
- Chemical Machinery
Siding
5052 Aluminum Alloy
As mentioned previously, the 5000 series alloys contain more magnesium than the 3000 series. The added magnesium increases the tensile strength of the alloys. They tend to retain shape when formed and exhibit good resistance to marine environments. These characteristics make them suitable for:
- Tools and Equipment for Marine Use
- Signs
- Hydraulic Tubes
- Medical Devices
6061 Aluminum Alloy
The 6000 series alloys contain both magnesium and silicon, providing a strong combination of properties. These alloys are relatively rigid, requiring more energy to produce the same level of plastic strain as other aluminum alloys. In addition, they tend to crack when bent if improper techniques are used. Typical examples of products made from this alloy include:
- Components for Aerospace Use
- Automotive Parts
- Structural Frameworks
Other Aluminum Series
- 1000 Series: These nearly pure aluminum alloys have low strength and high ductility, making them easy to bend.
- 2000 Series: Copper-bearing aluminum alloys with high strength. These aluminum alloys containing copper are low-ductile, so they require careful bending.
- 3000 Series: Moderate-Strength Aluminum Alloys. These are moderately bendable and are often utilized in sheet and panel forms.
- 4000 Series: Silicon Bearing Aluminum Alloys with Higher Strength. These alloys, containing silicon, entail higher strength than those bearing manganese; however, they are slightly harder to bend.
- 5000 Series: Magnesium-bearing Aluminum Alloys with Corrosion Resistance: Magnesium-bearing aluminum alloys have a moderate-to-high strength; however, their ductility is generally lower than that of manganese-bearing alloys. Additionally, they exhibit good corrosion resistance, particularly in seawater. When properly bent, these alloys exhibit high dimensional stability.
- 6000 Series: Versatile Magnesium-Silicon Bearing Aluminum Alloys: Magnesium-silicon bearing aluminum alloys offer a high degree of versatility for structural applications. Their strength/ductility ratios provide a good compromise between yield and ultimate tensile strengths.
- 7000 Series: Zinc-bearing aluminum alloys with High Yield Strength: Zinc-bearing aluminum alloys exhibit extremely high yield strengths; however, they are brittle and prone to cracking unless handled carefully.
Practical Tips for Aluminum Bending
- Softer alloys are best for tight bends and intricate shapes.
- Harder alloys are used for structural or load-bearing parts.
- Consider material thickness when selecting the bend radius.
- Use heat treatment or annealing to reduce cracking in hard alloys.
- Check the temper condition of the alloy before bending.
05 Common Aluminum Bending Techniques
Because aluminum can be formed differently depending on alloy composition, sheet thickness, and bend configuration, selecting the appropriate forming technique will help minimize cracks, springback, and deformation.
Manual Bending
Manual forming is one of the simplest methods; however, it is most commonly used for thin sheets or soft alloys. To manually form aluminum, clamp it in a vise or jig and apply a steady force with a mallet or hand tool. In some cases, applying an indent (or “score”) to the bend line can help guide the bend and reduce the stress developed.
Manual forming is cost-effective and ideal for smaller pieces of material. However, manual forming does not lend itself well to thicker, harder materials.
Press Brake Bending
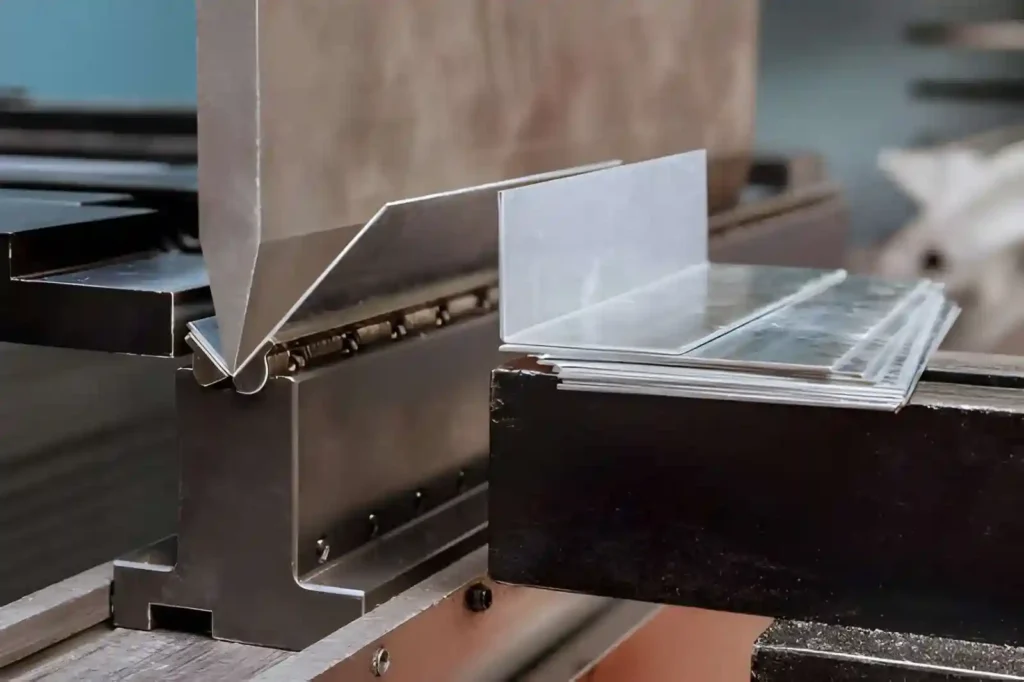
Hydraulic press brake forming aluminum
Press brake forming offers clear, accurate bends across varying thicknesses. To perform press brake forming,u simply place your aluminum piece between the punch and die, set the desired angle and depth, and operate the press brake.
Both manual and CNC-controlled models are available for increased accuracy. Using a press brake is fast, consistent, and well-suited for medium- to thick-sheet metals.
However, using a press brake requires access to one, and as such, it is not typically feasible for producing very small parts.
Roll Bending

Aluminum roll-bending machine
Roll forming is used primarily for producing large radius curves. When roll forming, the aluminum is placed between two sets of rollers that slowly curve the material into its final form.
The number of rollers and their spacing will vary based on the thickness and/or alloy composition being formed. Roll forming is an excellent way to produce smooth, curved surfaces.
As such, it is widely adopted by industries that manufacture architectural panels and tubing. However, roll forming does have limitations when working with thinner materials or small parts.
Rotary Draw Bending
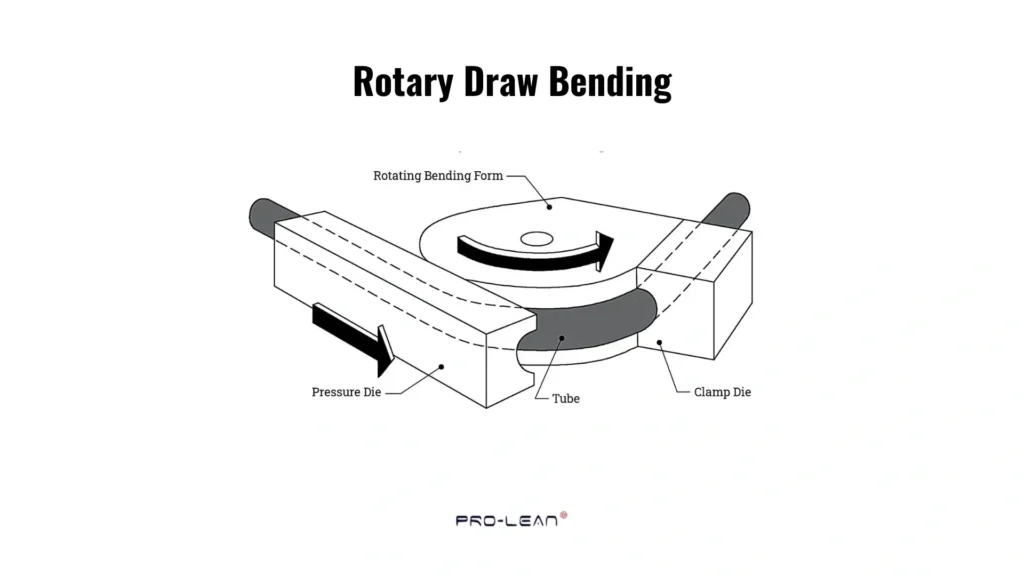
Rotary draw tube bending
Rotary draw forming is an excellent choice for forming both tight-radius bends and tubular shapes. In rotary draw forming, the aluminum is clamped between a die and a mandrel. Then the aluminum is drawn around the circumference of the die until the desired bend is achieved.
While there are many variations of rotary draw forming machines available, those equipped with CNC controls offer a level of repeatability unmatched by other methods.
Rotary draw forming is an excellent option for thicker or larger parts and is particularly suited to applications where accurately reproducing a specific bend angle/shape is critical.
However, due to the complexity of operating these types of machines, they require specialized training to operate effectively.
Heat Assisted Bending
Heat-assisted forming is a process commonly used to achieve tighter bends in hard alloys such as 6061-T6. The heat-assist process involves heating the bend area to approximately 600-650 degrees Fahrenheit (315-343 degrees Celsius) to make the aluminum more pliable. The aluminum is then rapidly bent while still hot, before it has a chance to cool down completely.
This prevents cracking during the rapid bending process. Heat-assisted bending enables tighter radii than standard cold-forming techniques. However, proper temperature control is required. If overheated, the aluminum could become damaged.
How to Pick the Right Aluminum Bending Method
It is very important to choose an appropriate bending method to achieve an accurate bend and avoid damaging the Material.
The first step is to evaluate the Material, the design, and the required manufacturing method before starting.
Know Your Material
Aluminum alloys exhibit widely varying behavior when bent. For example, 3000-series alloys (such as 3003) tend to be softer than stronger alloys (such as 6000- and 7000-series). It should be noted that some aluminum alloys will break if not heated sufficiently or if the wrong tools are used.
In addition to alloy strength, the thickness of the Material also plays a factor. Aluminum sheet stock that is less than 1/8 inch thick can be easily bent by hand or with a press brake. However, aluminum thicker than 1/2 inch requires greater force and the precision of larger, computer-controlled machines.
Define Bend Radius and Angle
The tighter the sheet metal’s bend radius, the more precise the forming process needs to be. Therefore, it is recommended that tight bends be made using either a press brake or a rotary draw bending machine. As the bend radius becomes looser, so too does the complexity of bending the piece.
Therefore, gentle curves are typically bent using roll bending or hand bending. The desired bend Angle is another determining factor when deciding on the bending method. Smaller bend angles are generally easier to achieve than sharper ones, for which strict control over all factors is necessary.
Consider Design Complexity
Press brakes and manual tools are generally adequate for simpler bends. More complex designs with multiple curves or angles often require mandrel bending or hydroforming. In many cases, it is beneficial to utilize one or more computer numerical control (CNC)-assisted machines in conjunction with these methods to ensure accuracy and repeatability.
Plan for Production Volume
For smaller batches or prototype applications, it is common to perform bending manually or with small machines. On the other hand, high-volume production operations benefit significantly from automation, such as roll bending or CNC press brakes.
Check Surface Finish and Precision
In most cases, it is desirable to produce parts with smooth surfaces. When this requirement applies, care should be taken to select methods that produce minimal tool marks.
Examples of suitable methods include soft-die press braking and hydroforming. Parts requiring tight tolerances generally require highly controlled environments, which can be achieved through CNC or bottoming techniques.
Evaluate Cost and Equipment
While some metal bending methods require substantial capital equipment to complete successfully, others involve little more than simple manual tools (e.g., manual bending using dies) or basic press-brake-type equipment.
When access to such equipment is lacking, it may be beneficial to contract with a professional bending company equipped with modern machines and experienced fabricators.
Consult Experienced Fabricators
When unsure, talk to bending experts. They can suggest the best alloys, bend methods, and machines for your project.
Conclusion
Bending aluminum requires careful planning and the right approach. The alloy, thickness, and bend radius all affect how the metal shapes. Knowing these factors helps prevent cracking, springback, and uneven results.
At ProLean MFG, we provide precise sheet metal bending services, including CNC bending, laser cutting, welding, and finishing. Our team combines practical experience with technical knowledge to produce reliable, high-quality aluminum parts.For projects that need accuracy, smooth surfaces, or complex bends, our engineers can help. Reach out to us to discuss your design or get a free project review.