A tapped hole is a threaded hole created specifically with a tap tool, while a threaded hole is a broader term that includes threads produced by tapping, thread milling, or thread forming. Tapping is the most cost-effective method for standard thread sizes. Thread milling delivers accuracy and reliability for hard materials, large diameters, and blind holes. This guide helps engineers choose the right process, reduce machining costs, and improve assembly performance by understanding thread engagement.
A tapped hole is a type of threaded hole created by cutting internal threads using a tap tool. A threaded hole is a general term, whereas all tapped holes come under the threaded holes. The selection of the right process between these two methods can directly affect cost, strength and lead time.
Let’s discuss these two different methods, tapping and threading. Both processes create threads with some differences. If you choose the wrong method for your workpiece can waste tools, parts, and even time.
We will explore similarities and differences of tapping and threading, common issues that help to select the right method.
What is Threading?
Threaded holes are holes with helical grooves that allow a fastener to fit tightly. These grooves form a strong grip that keeps the part joint under load. The fastened parts are incomplete without threaded holes.
Threaded holes provide a more reliable and efficient fastening solution than a simplified drilled hole. These holes are essential for serviceable part connections due to their strength and precision.
A threaded screw hole with internal threads designed to hold a threaded fastener. Therefore, the involved threading method affects the final strength, accuracy, and cost of the connection.

Internal Thread Cross-Section View
Threaded holes are commonly used in every major industry:
- Aerospace structural components
- Automotive engine assemblies
- Medical device housings
- Industrial equipment frames
There are three main methods of producing threaded holes in CNC machining: tapping, thread milling, and thread forming. Each process creates a threaded hole. But the level of strength, cost, and application results is different.
What is Tapping?
A tapped hole is basically a threaded hole produced by using a tap. These tools contain a rod with sharp edges that cut internal threads into a pre-drilled hole. The threading method is the most widely used process in CNC machining today.
A tap screw hole operates with a pilot hole. It is drilled to a specific diameter. The thread (M6 x 1.0) does not use a 6mm drill. Rather, it uses a 5mm drill to cut the tap by leaving enough material.
Therefore, the tapping process follows two stages: drilling and tapping. The correct hole diameter is produced using a drill bit in the drilling process. Tapping, on the other hand, cuts the helical thread into the hole walls with the tap tool.

Precision Machined Threaded Hole
So, tapped holes are the ideal choice for:
- High-volume production runs are required
- Standard thread sizes (UNC, UNF, Metric) are specified
- Fast cycle times are a priority
- Budget constraints are a key factor
Hence, the tapping process is the most cost-effective, fastest fastest method for forming standard threaded holes in CNC machining components.
Tapped Hole vs Threaded Hole: Core Differences Explained
Tapped hole vs thread hole is mostly considered a terminology question. But choosing between them is a process decision that affects cost and quality.
Tapped hole vs thread hole is mostly considered a terminology distinction. The selected manufacturing process can directly impact the cost, quality, and production outcomes.
The table below highlights the key differences between tapped holes and thread-milled holes.
| Factor | Tapped Hole | Threaded Hole (Milled) |
| Speed | Fast, single synchronized pass | 2–3x slower than tapping |
| Thread size flexibility | One tap per size, no adjustment | Single tool covers multiple sizes |
| Thread fit control | Fixed once cut | Adjustable ±0.01mm via CNC offset |
| Tool breakage risk | High, broken tap = potential scrap | Low, broken mill removes cleanly |
| Best material | Mild steel, aluminum, brass | Hard materials, exotic alloys, titanium |
| Blind hole performance | Challenging, chip management critical | Superior, no chip issues |
| Large hole sizes | Requires a large, expensive tap | Single tool handles any diameter |
| Cost per hole | Lowest | Higher per hole |
| Catastrophic scrap risk | Highest | Near zero |
However, the tapping is an ideal choice as compared to threading holes in terms of speed. The high-speed tapping centres can thread holes in less time. Moreover, it can also thread deeper holes even in hard materials such as steel. However, thread milling is ideal for rigid materials when a precisely controlled part is required.
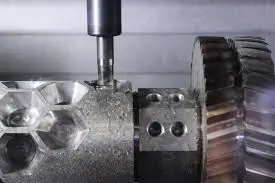
CNC Machine Creating Threads in a Metal Component
Bottoming Tapped Hole vs Tapped Hole: Critical Difference
Bottoming tapped hole and standard tapped hole can perform the same function, which is a misconception about both in CNC machining. Therefore, their usable engagement and depth of the thread are totally different. So, select accurately to avoid thread strength reduction and assembly failure issues in the blind holes.
Standard Tapped Hole (Through or Blind)
A through or blind hole is considered a standard tapped hole, which is an internal thread created by a tap tool. A through hole is a full-form thread that goes through the entire workpiece. Whereas a blind hole does not pass through the workpiece.
However, the bottom section of the blind hole is typically exited 1.5 to 3 incomplete thread pitches. Hence, it cannot fully engage with the fastener. Resultantly, the actual hole depth is less than the required drill depth.
Bottoming Tapped Hole
A bottoming tap hole is a type of tapped hole where the cut is close to the bottom of the hole. A bottoming tap has a shorter lead-in chamfer, which helps to get more good threads closer to the bottom of the workpiece.
Therefore, every threaded hole is specified with these three things:
- The designation of the thread is M6 x 1.0, UNC 1/4-20, etc
- The minimum full thread depth
- Thread fit, or class is 6H for metric, and 2B for unified
These specifications are useful for drawing completion and easily inspecting hidden failure issues before you load the joint.
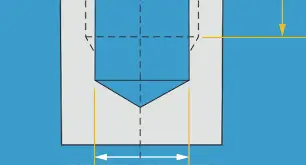
V-Shaped Tool Inside Slot – Technical Diagram
Thread Engagement Strength: What Every Engineer Must Know
The thread engagement strength is known as the contec length between the female and male threads inside a tapped hole. This is helpful to identify the joint strength and its resistance to thread stripping. Insufficient thread engagement leads to the failure of fastener mode during CNC machining assemblies.
The ISO/ASME standard industry thread engagement recommendations are:
- The minimal thread engagement is 1.0x bolt diameter.
- The optimal thread engagement is 1.5x bolt diameter.
The table below shows the recommended thread engagement strength in terms of material:
| Material | Recommended Minimum Engagement |
| Steel | 1.0x bolt diameter |
| Aluminum | 1.5–2.0x bolt diameter |
| Brass / Copper | 1.5x bolt diameter |
| Plastic | 2.0–3.0x bolt diameter |
| Titanium | 1.0–1.5x bolt diameter |
| Cast Iron | 1.0–1.5x bolt diameter |
Why does aluminum require more deeply tapped holes than steel?
Aluminum is a softer material than steel. An aluminum tapped hole under the same load can be handled more easily than a steel tapped hole. The engagement depth is always increased while working with soft metals.

Thread Tap Tool for Creating Internal Threads
Tapping vs Thread Milling: Which Method Should You Choose?
For CNC machining buyers and design engineers, this is the most practical decision point. Both methods produce quality threaded holes, but the right choice depends on your specific requirements.
Consider this table showing the key performance factors between tapping and thread milling;
| Factor | Tapping | Thread Milling |
| Production Speed | Faster cycle times | Slower per hole |
| Cost Per Part | Lower cost | Higher cost |
| Dimensional Accuracy | Good for standard threads | Higher precision |
| Hard Material Capability | Limited above 40 HRC | Excellent in hard alloys |
| Blind Hole Control | Manageable with care | Superior chip control |
| Thread Size Flexibility | One tap per thread size | One tool, multiple sizes |
| Tool Breakage Risk | Higher in hard materials | Lower risk |
| Large Diameter Threads | Difficult and expensive | Ideal method |
How to Specify a Tapped or Threaded Hole Correctly
The most common thread problem comes from incorrect drawing callouts in CNC machining. The table below shows the complete thread specification:
| Specification Element | Example | If Missing |
| Thread designation | M6 x 1.0 or 1/4-20 UNC | Wrong size or pitch machined |
| Thread type | Internal (tapped) or external | Wrong feature created |
| Full thread depth | Min 12mm full threads | Insufficient engagement, joint failure |
| Total hole depth (blind) | 16mm total depth | Tap bottoms out, thread incomplete |
| Thread class/fit | 6H (metric) or 2B (unified) | Wrong fit, too tight or too loose |
| Machining method (if critical) | Thread mill, no tapping | Wrong process, wrong result |
Get Precision Tapped and Threaded Holes in Your CNC Parts
At ProLean MFG, threaded holes are treated as a critical part of the design. Because a single-thread issue can add cost, delays, lead time, and risks of assembly failures.
Our CNC Machining Services deliver precision tapped holes and threaded holes across aluminum, steel, stainless steel, titanium, and exotic alloys, with tolerances engineered to match your exact specifications.
Get Your CNC Machining Quote Today!
Key Takeaways
- A tapped hole is a threaded hole created specifically with a tap tool.
- A threaded hole is a broader term that includes threads produced by tapping, thread milling, or thread forming.
- Tapping is the fastest and most cost-effective process for producing standard internal threads in CNC machining.
- Thread milling offers better chip control and lower tool-breakage risk, especially for hard materials and blind holes.
- Proper thread engagement is crucial for joint strength. The minimum engagement requirement is 1.0× to 1.5× the fastener diameter.
- The complete thread callout helps prevent assembly failures and costly rework.
FAQ: Tapped Hole vs Threaded Hole
Is a tapped hole a threaded hole?
Yes. A tapped hole is always a threaded hole. The process of tapping is specifically used to create internal threads inside a drilled hole. However, threaded holes are produced by thread forming or thread milling. Tapping is just one type of threading process.
Is tapping the same as threading?
No. Tapping is a type of threading. The threading process includes all methods, including tapping, milling, forming, and turning, for creating helical grooves. Tapping is basically a threaded hole produced by using a tap. These tools contain a rod with sharp edges that cut internal threads into a pre-drilled hole.
Is tapped the same as threaded?
Tapped and threaded are not the same. Tapped is formed using a tap tool. While threaded is a general term involving any method of creating any hole with internal helical grooves.
Can all threaded holes be created by tapping?
No. Tapping is ideal for softer materials such as mild steel under 40 HRC and aluminum.
Tapping is ideal for softer materials such as mild steel and aluminum, typically below 40 HRC; however, for harder materials above 40 HRC. Whereas, thread milling is reliable for hard materials like hardened steel, Inconel, or titanium.
What are the 4 types of holes in CNC machining?
There are 4 types of holes in CNC machining:
- Through holes that pass completely through the material
- Blind holes stop at a set depth without breaking through
- Tapped holes contain precision internal threads
- Counterbored or countersunk holes stepped geometry for fastener head clearance
A blind hole or a counterbored through hole are designs that combines different types.
What is a threaded hole?
Threaded holes are holes with helical grooves that allow a fastener to fit tightly like a bolt, screw, or stud. These grooves form a strong grip that keeps the part joint under load. The fastened parts are incomplete without threaded holes.
These holes provide a secure fastening method that keeps the joint strong load bearing. They improve part assembly to achieve durable mechanical connections in engineering applications.