
Swiss turning is a machining process used to make small, precise parts. It is beneficial when parts are long and thin, where maintaining accuracy can be difficult on a standard lathe.
The key difference is how the material is supported. In Swiss CNC turning, the bar stock moves through a guide bushing that holds it very close to the cutting tool. This reduces vibration and bending during machining. Because of this setup, the machine can hold tight tolerances even on small diameters.
Swiss turned parts are widely used in industries like aerospace and medical. Many components in these fields are small, detailed, and must meet strict dimensional requirements. The process also works well for medium to high production runs because it maintains consistency from part to part.
In the following sections, we’ll look at how Swiss turning works and where it makes the most sense in real manufacturing applications.
What Is Swiss Machining?
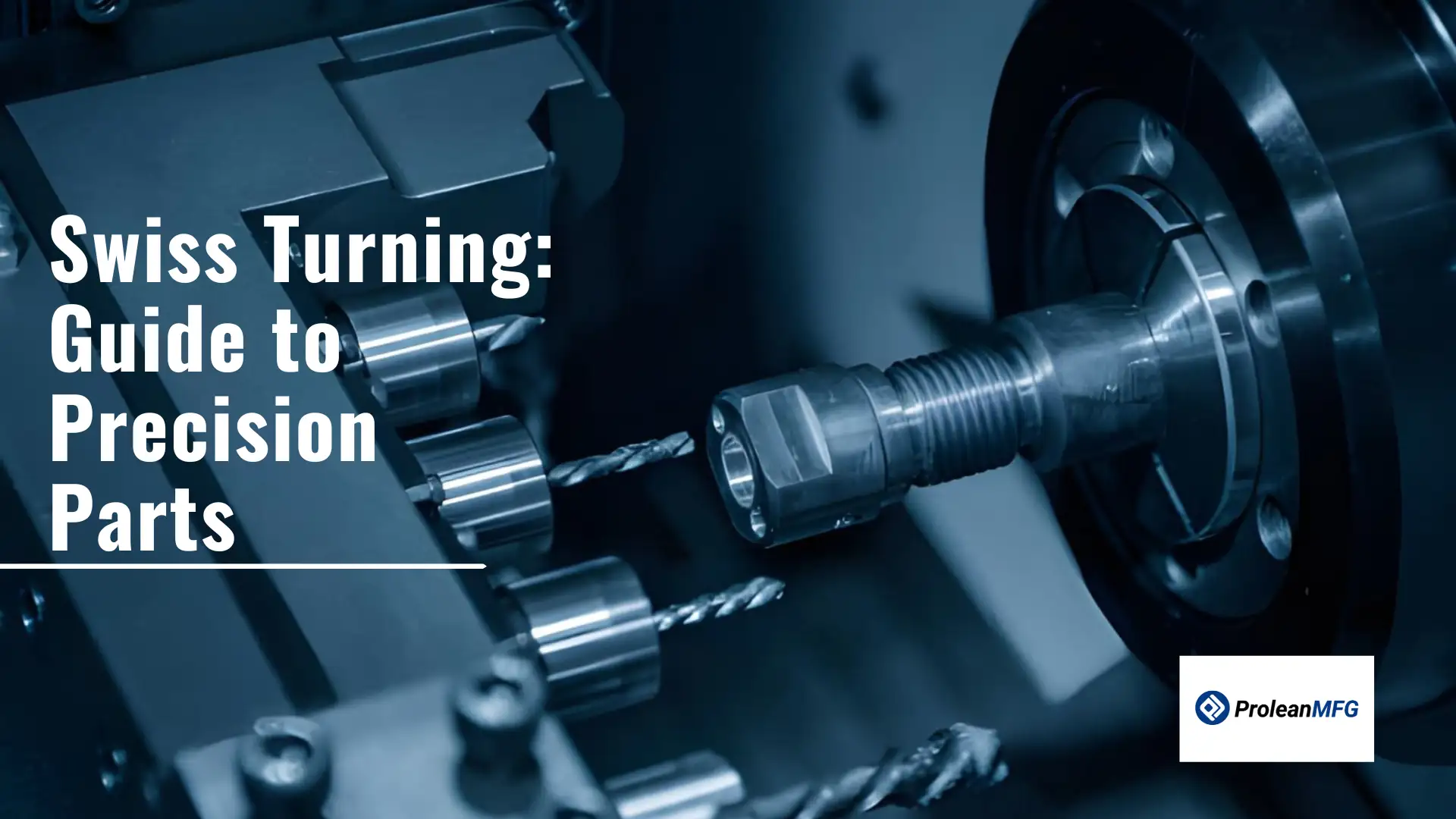
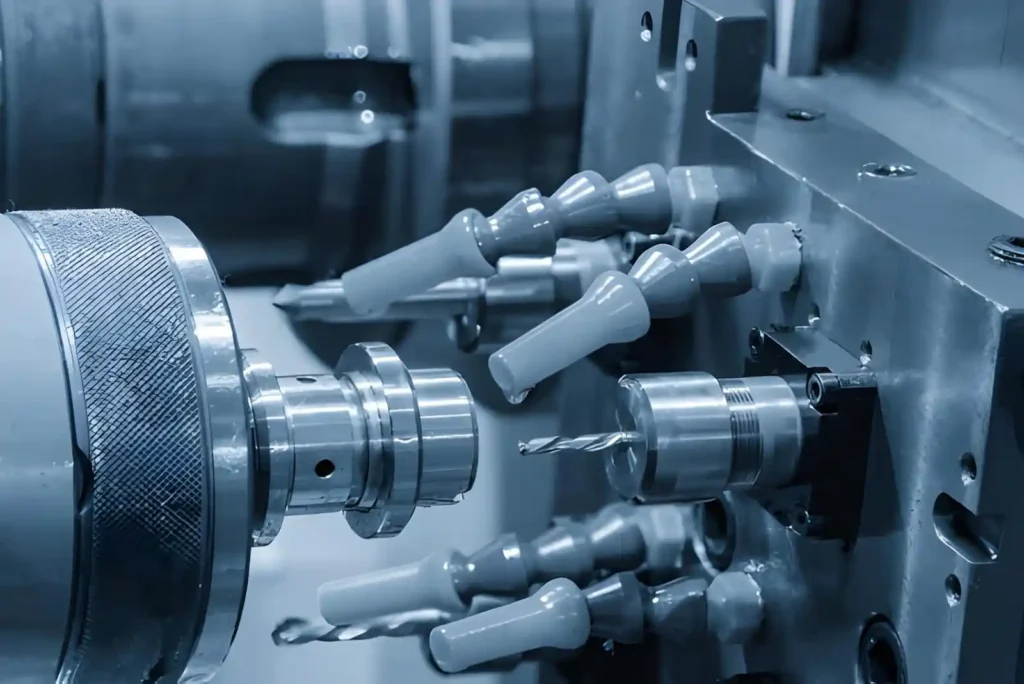
Swiss lathe machine
Swiss-type machining is designed to produce small, precise products, and is an example of a “turning” process. In general, the machining center resembles a standard CNC lathe; however, the operation differs from that of a standard CNC lathe. The bar stock passes through a “guide bushing,” which keeps the workpiece (bar) as close as possible to the cutting tool. The proximity of the guide bushing to the cutting tool provides stability to the operation.
Practically, this is important when producing long, thin products. As an example, if a small-diameter shaft is being cut on a traditional lathe, the shaft may bend due to the force generated by the cutting tool. Bending can cause the shaft to have a taper, chatter marks, or varying sizes. Since the unsupported portion of the product is extremely short during cutting, it minimizes the risk of shaft bending.
In addition to the ability to run multiple tools sequentially or simultaneously, Swiss precision machining enables a variety of operations in a single cycle. These operations include turning, drilling, grooving, and light milling.
As mentioned above, the initial investment cost for a Swiss screw machining is typically higher than that of a standard lathe, and some knowledge/experience are required to set up the center correctly. However, once established as a means of manufacturing small precision products in large volumes, Swiss-type machining offers both efficiency and reliability.
Advantages and Limits of Swiss Turning Machining
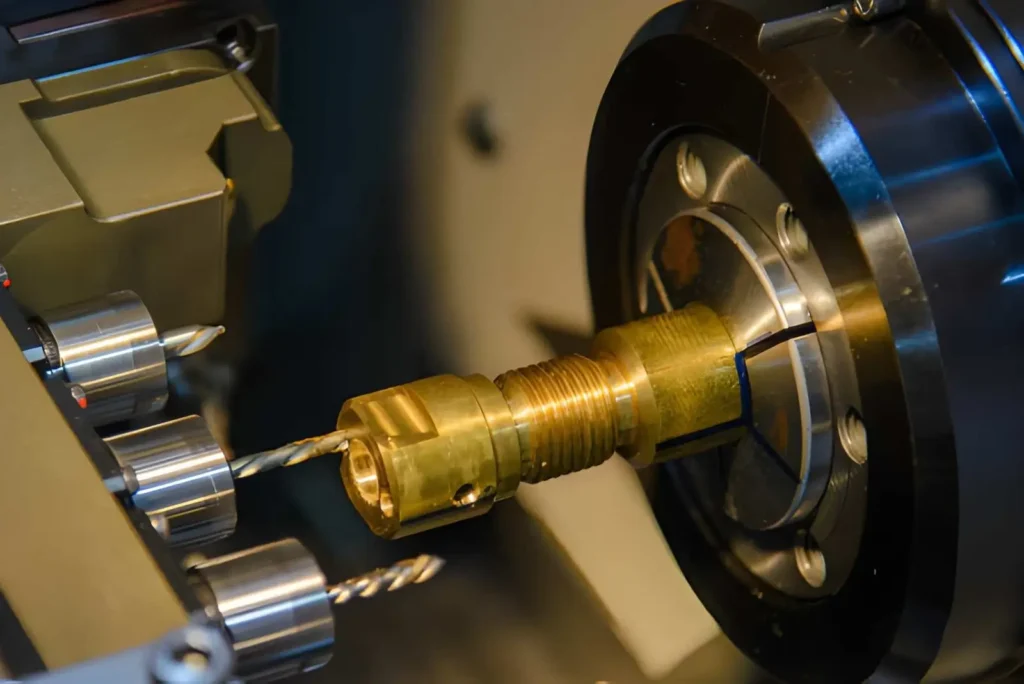
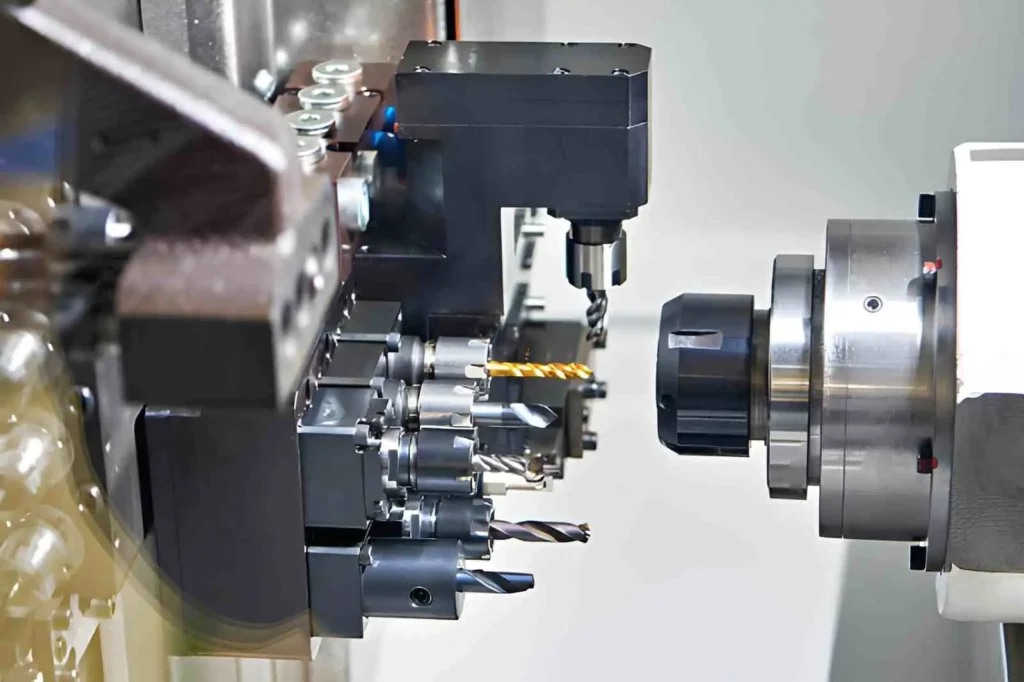
Swiss drilling brass
In a typical shop environment, Swiss turning has several advantages:
- Control over longer, thinner parts
- Less chatter and surface variation
- Consistent tolerances within a batch of many parts
- Fewer set-ups when many features need to be machined
However, Swiss machining is not ideal for heavy or large components. Limited in bar diameter and poor in cycle time when producing bulky parts. It is not about being advanced just for the sake of it. It is used for part geometries that require stable, repeatable precision beyond what a traditional turning machine setup can achieve.
How Does Swiss Machining Work?
Swiss pipe drilling
Swiss machines utilize controlled bar feeding and close material support. The process leaves only a short amount of material exposed during cutting, which improves both stability and accuracy (especially for smaller, slender parts).
Here is an example of how the process functions in reality.
Step 1 – Bar Stock Feeding
Bar stock is first fed into a bar feeder and loaded into the back of the machine. Next, the machine’s automatic clamping system will grab onto the bar and push it forward to the cutting zone. However, only enough bar is pushed out to allow for the required length for the next operation. The remaining portion of the bar remains supported inside the machine.
Step 2 – Guide Bushing Material Support
Prior to entering the cutting zone, the bar passes through a guide bushing very close to it.
This guide bushing provides support for the material directly at the machining location. By providing this support, the machine can maintain tight tolerances on parts with high length-to-diameter ratios, thanks to reduced vibration and deflection during cutting.
Step 3 – Sliding Headstock Movement
Unlike traditional lathes, where the part remains stationary and rigidly fixed to the machine’s bed, the Swiss machine’s sliding headstock allows the bar to move back and forth while rotating it with its spindle.
Step 4 – Multi-Tool Machining
A variety of multi-tool stations surround the workpiece of a Swiss machine. Using these stations, the following machining operations can occur:
- Turning
- Drilling
- Threading
- Grooving
- Cross Drilling
- Light Milling
Many machining operations can also be performed sequentially or simultaneously. Since the tools are placed close to the cutting zone, the distance travelled is minimized, thus improving the overall cycle time.
Step 5 – Part Cut-Off and Repeat Cycle
Upon completion of machining, the cut-off tool removes the finished component from the bar. Afterward, the clamp advances the bar to the predetermined length for the next component and automatically begins the next machining cycle.
Materials Suitable for Swiss Machining
Swiss-type machining typically favors materials available in bar stock with stable chip formation and consistent diameter tolerances. Ultimately, the material you choose depends on your specific strength, corrosion resistance, and/or weight requirements, as well as the intended function of your part.
Below are many examples of the types of material used in Swiss machining.
Copper
When the primary concern is electrical conductivity and/or heat transfer, copper is often a good choice. Copper is found in electrical pins, connectors, and contact components. While copper machines relatively well, it has limited strength; therefore, maintaining the highest possible tool sharpness and controlling chip formation during machining are essential to prevent surface damage.
Brass
Brass is one of the best materials to machine using Swiss turning techniques. Brass is easy to machine as it produces small chips and allows for high spindle speeds. Brass is commonly used for various types of fittings, valve bodies, threaded inserts, and other decorative components that require both corrosion resistance and an attractive appearance.
Nylon
Nylon is light and resistant to both wear and corrosion. Nylon is commonly used for bushings, spacers, gears, and other insulation components. When machining nylon, it’s critical to closely monitor temperature, as excessive heat can cause deformation or dimensional instability in the workpiece.
Titanium
Titanium is known for its high strength-to-weight ratio and its inherent corrosion resistance. Titanium is often used for medical implants and aerospace components. However, titanium is generally more challenging to machine than many other materials due to its lower acceptable cutting speeds and the special considerations required for tooling to mitigate heat generation and tool wear.
Aluminum
Aluminum is very popular due to its light weight, corrosion resistance, and ease of machining. It allows for a rapid cycle time and a high-quality surface finish. Common uses for aluminium include aerospace components, such as fittings, housings, and shafts, as well as many automotive components.
Nickel Alloys
Nickel-based alloys are suitable for high-temperature operation and highly corrosive environments. Nickel alloys are frequently used in aerospace and chemical processing components. In general, nickel alloys are more difficult to machine than many other types of materials, requiring a consistent setup, carefully controlled cutting parameters, and appropriate tooling.
Engineering Plastics
Numerous rigid, high-performance plastics can be successfully machined using Swiss turing. These plastics are selected for their low weight, chemical resistance, and low-friction properties. It is also essential to consider dimensional stability, particularly when producing parts with tight tolerances.
Carbon Steel
Carbon steel is a durable and economical material. Carbon steel is frequently used to produce fasteners, shafts, and structural components in the automotive and industrial sectors. The machinability of carbon steel depends on the specific grade and hardness level.
Swiss Turning vs Conventional Turning: What’s the Major Difference

Conventional lathe machine
Both Swiss-type and conventional turning can produce shaped metal or plastic components; however, their designs and capabilities differ greatly. Conventional turning offers a broad range of general-purpose applications, while Swiss-type turning excels at producing high-precision, small-diameter, and complex components.
Below is a comparison of these two types of turning.
Headstock Design
- Conventional Lathes: The headstock is stationary. Components are typically secured using a chuck, and some will have additional support provided by a tailstock.
- In conventional turning, the workpiece rotates while the cutting tool moves along both the X and Z axes. In a CNC lathe, Z-axis movement is achieved by moving the cutting tool along the length of the rotating workpiece, rather than moving the workpiece itself.
- Swiss Lathes: Have a sliding headstock. As the workpiece is being machined, it travels axially through the guide bushing. This capability maintains precision and reduces component deflection.
Machining Approach
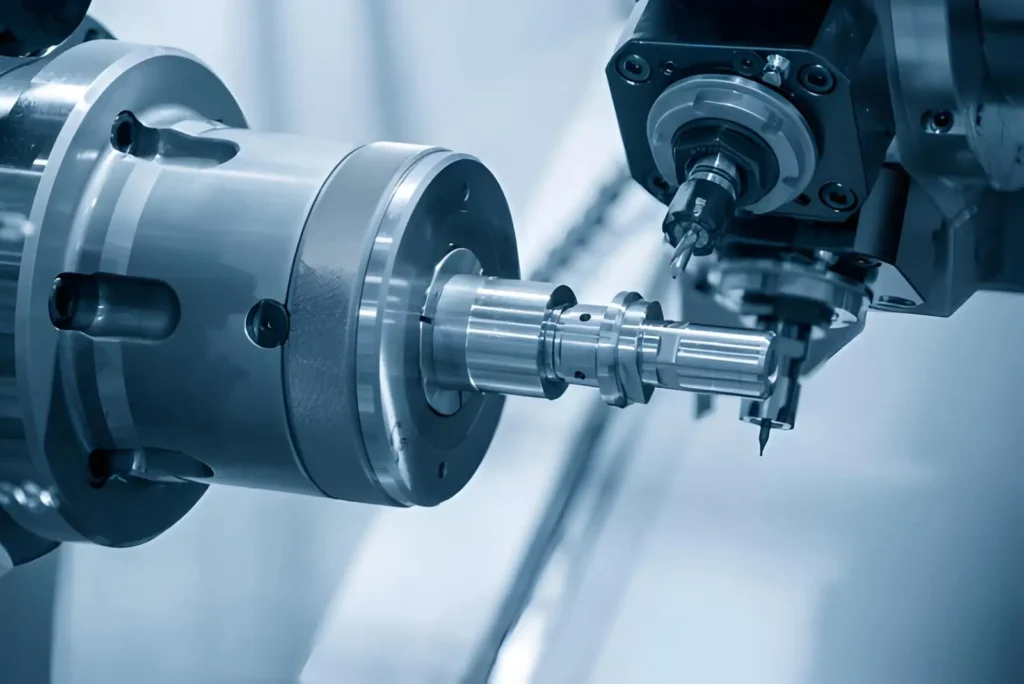
Swiss Milling Operation
- Conventional Lathes: Generally, conventional turning completes one operation at a time. On modern CNC lathes, the turret automatically rotates to bring the required cutting tool into position, eliminating the need for manual tool changes between steps.
- Swiss Lathes: Utilize a segmental machining methodology. Only the area of the workpiece that is nearest to the guide bushing is machined at any given time. Several operations – turning, drilling, threading, or milling – can be performed either sequentially or concurrently to enhance the processing speed and accuracy.
Guide Bushing Support
- Conventional Lathes: For long, thin components, bending and vibration occur because little or no support is provided by anything other than the chuck and tailstock. The overhang associated with the unsupported component can cause deflection and chatter.
- Swiss Lathes: The guide bushing supports the component right at the cutting zone. This support limits the amount of overhang in the element, thereby enabling tighter tolerance, larger single-pass cuts, and superior surface finishes.
While some sliding-head CNC lathes do not utilize a guide bushing. They can produce workpieces faster; however, they are generally best suited for short or thick parts with low length-to-diameter ratios.
Cycle Time and Productivity
- Conventional Lathes: Because most operations are sequential, cycle times are usually longer when turning intricate parts. Machine downtime is generated during the time required to load or change tools.
- Swiss Lathes: Can perform multiple operations in a single setup and will automatically advance the bar stock. Because modern Swiss machines have 7–13 axes (as opposed to 2–5 on conventional lathes) and require less time per operation, cycle times and production efficiency improve.
Coolant Usage
- Conventional Lathes: Water-based coolants are commonly used to control temperature.
- Swiss Lathes: Both oil-based and water-soluble coolants are commonly used. Oil has high lubricating properties, reducing friction and heat generation during machining. Additionally, oil helps to protect the tool from excessive wear and prevent corrosion from forming on the small, precision parts.
Post-Processing Requirements
- Conventional Lathes: Secondary finishing may be required for parts produced by traditional turning, particularly if high precision is required.
- Swiss Lathes: High-accuracy parts requiring minimal post-processing requirements are produced.
Cost Considerations
- Conventional Lathes: Lower initial purchase cost and easier to operate.
- Swiss Lathes: Higher initial investment costs due to advanced mechanics and tooling options. However, for large-volume production of small, complex components, Swiss-type turning can ultimately be more cost-effective in terms of cycle time, precision, and rework.
The key differences are summarized in the table below.
| Feature | Conventional Turning | Swiss Turning |
| Headstock | Fixed | Sliding moves along the z-axis |
| Machining | One operation at a time | Segmented, multiple operations simultaneously |
| Support | Chuck ± tailstock; long parts can deflect | Guide bushing supports the workpiece near the cutting zone |
| Cycle Time | Slower for complex parts | Faster due to multi-tool operation and bar feeder |
| Axes | 2–5 | 7–13 |
| Coolant | Water-based | Oil-based (reduces friction and tool wear) |
| Post-Processing | Often required | Usually minimal or none |
| Cost | Lower upfront | Higher upfront, more economical for high-volume precision parts |
Swiss Turning vs. Conventional CNC Turning

CNC Machining Cylinder Honing
Both processes cut metal and plastic. However, they perform their functions differently. Whether you choose Swiss or CNC machining depends on your part’s size, shape, and required precision.
Material Support
The material is supported extremely closely by a sliding guide bushing as the cutting tool cuts in swiss type machines. Therefore, when making long, thin parts, this method prevents bending and provides better accuracy.
In most CNC machining methods, the part is clamped in place, with little to no support immediately adjacent to the cutting tool. As a result, thin parts are subject to movement due to excessive cutting force.
Movement of the Part and Tool(s)
Swiss lathes allow the part to be rotated and moved along the length of the machine while multiple tools operate simultaneously. This allows for quicker processing times of small, precise parts.
CNC machining operates by moving the cutting tool around a stationary part. While 4-axis or higher configurations allow the part to be rotated to different angular positions, typically only one tool is engaged at a time.
Setup and Tools
Modern Swiss-type CNC lathes (e.g., Citizen, Tsugami, Star) typically have 20 to 40 or more tool positions, including gang tools, live tools, and subspindles, rather than fewer than 10. However, these few tools work in concert to produce highly accurate results in a short time.
CNC machines, on the other hand, typically have 30-40 or more tools available for rapid changeover. These are ideal for producing larger, more complex parts. However, normally only one tool is used per operation.
Material Handling
Swiss machines uses a bar feeder to continuously feed raw material into the machine. This enables the machine to produce large quantities of identical parts continuously, eliminating downtime.
While some CNC machines are equipped with bar-feeding systems, most require an operator to load each part or use an external part-handling system manually. As such, for the manufacturing of smaller parts, CNC machining tends to be less conducive to continuous production.
Summarization
Modern Swiss machines are most appropriate for small, thin, and precise parts requiring excellent stability and repeatability.
On the other hand, CNC machining is far more versatile for larger or more complex parts. However, when dealing with small, intricate details, CNC machining may also require additional setup and/or fixture requirements.
Typical Applications of Swiss Machining
Swiss turning produces small, precise parts in various applications. Here are some of the common applications of Swiss turned parts.
Watchmaking
Swiss turning originated in the watchmaking industry. Creating very small, precise screw, gear, and shaft pieces was problematic with the standard machine lathe. In a Swiss-type lathe, the bar stock and sliding headstock move together during cutting. This ensures each small part is produced with consistent dimensions.
Aerospace Parts

Ball bushing parts
Parts used in aerospace manufacturing, such as pins, bushings, and connectors, must be extremely lightweight while maintaining high precision. Swiss machining is excellent for producing small, complex shapes that repeat with consistency. If there is even a slight error in the shape or size of an aerospace part, it could lead to problems during the assembly of that product.
Medical Devices
Surgical screws, medical implants, and surgical instruments require specific standards and specifications to ensure proper performance. It is ideal for creating parts with smooth surface finishes and dimensional requirements that must be maintained throughout long production runs. Doctors and patients rely on the precision provided by Swiss-type machining.
Electronics
As electronic components become smaller and more complex, Swiss lathes are well-suited to producing small pin-type parts, sensors, and connectors that, if made incorrectly, could cause problems during assembly.
Automotive
Automobiles contain many small and critical components, including fuel injectors, sensors, and valves. Although these parts are small, they operate at high temperatures and pressures constantly. Therefore, the parts must be manufactured to be consistent and reliable. Swiss turning achieves that consistency and reliability.
Precision Swiss Turning Services at Prolean MFG
Partner with Prolean MFG for precision CNC machining services. We handle everything from custom part prototypes to large-scale production, all in-house on our advanced Swiss turning machines. Take advantage of our free design review and DFM consultation to optimize your parts for manufacturability and performance.
Contact us today and let our team help bring your designs to life.