Brass is a copper-zinc alloy. It is usually chosen when parts need to be machined cleanly and for a cosmetic appearance. Brass CNC machining is used to produce fittings, connectors, bearings, and bushings. The reason is that brass cuts cleanly and maintains its dimensions better. It is, however, more expensive to purchase than other CNC machining materials like carbon steel and aluminum, and can create some environmental issues due to the use of lead.
Brass works very well when being cut on a CNC machine. In fact, it is predictable in its cutting behaviour and allows much faster spindle speeds with lower cutting force. Additionally, brass machining operation facilitates reasonable chip control, especially with leaded grades. Although brass is softer than most materials, it can deform the edges of thin features if the tooling and fixturing are not correctly set.
This guide focuses on machining brass, typical challenges, how different grades affect results, optimization tips, and what engineers should evaluate before selecting brass for a CNC application.
Why Brass Remains a Preferred Material for Precision CNC Machining
Brass Rods
Brass grades respond differently to cutting parameters such as speed, feed, and tooling. When an engineer fails to properly set up their machine or select the correct type of brass, they may create “Burr”, “edge deformation”, or “inconsistent surface finishing”.
- Friction and Heat Management: Brass has a low coefficient of friction at the tool’s cutting edge. As a result, the heat produced during the process will also be very low. With lead-grade brasses, smearing will be an issue unless the tool is kept sharp and/or the feed rate is controlled. As such, the engineer needs to maintain the spindle speed, feed rate, and depth of cut to minimise surface tearing and dimensional drift. Thin-walled deformation is usually caused by cutting forces, clamping stress, and tool pushing effects.
- Tolerance and Dimensional Stability: Brass can change dimensions slightly under heat. The engineer must carefully plan and execute the fixturing and tool path to maintain tolerances within acceptable limits. Additionally, the engineer needs to account for thermal expansion and springback of complex surfaces and in close-fitting assemblies.
- Chip Formation and Tool Life: When working with leaded brass grades, the chips are short and break apart as they leave the tool. These short chips are less likely to cause tool wear and damage, which provides longer unattended run times. Non-leaded brass produces long, continuous chips that are hard to manage. While leaded brass produces easy-to-break chips. This results in a poor surface finish on the part. To mitigate this problem, the engineer must utilise the correct tool geometry and provide sufficient coolant for the specific grade of brass being machined.
- Surface Finishing and Machining Precision: The surface finish of brass depends on the tool selection, machining parameters, and grade. The leaded grades of brass have a very consistent finish and little to no chatter. The non-leaded grades need to be machined with finer feeds and sharper tools to achieve a similar surface finish. The engineer must consider the final tolerance requirements when selecting the tool geometry for threaded and precision-fit parts.
Brass Alloys Suitable for Custom CNC Machining Parts
Brass is primarily a copper-zinc alloy, but small additions of lead, aluminum, tin, iron, or manganese significantly affect its machining behaviour. Here are the common brass alloy types for custom brass machining.
C360(Free Cutting Brass)

6-Pack 1/4″ C360 Brass Round Rods
C360, designated by the ASTM, is made from a combination of approximately 60% copper, over 30% zinc, and less than 3% lead, along with trace amounts of additional elements.
The presence of lead in this alloy aids chip breakage and reduces the cutting force required to machine it; therefore, this alloy is highly reliable for brass CNC machining. It is primarily used in free-cutting brass for producing threaded parts, fasteners, screw heads, valves, etc., where consistent tolerance requirements are specified. In addition, soldering or brazing this alloy is relatively easy.
C260 (Cartridge Brass)
C260 Cartridge Brass Plate/Sheet
Cartridge brass contains higher copper and lower zinc and lead than C360. Because of this difference in composition, cartridge brass exhibits higher ductility and malleability than free-cutting brass. Therefore, designers favour cartridge brass for parts that require cold working operations. Cold-formed parts (bending, flaring, drawing, stamping) are primarily shaped without CNC machining. However, it is commonly used for finishing or secondary operations.
C46400 – Naval Brass

Naval Brass C46400 Rods
Naval brass, identified by the ASTM designation number C46400, is a combination of approximately 60% copper, 40% zinc, and small percentages of tin and lead. The enhanced corrosion resistance and improved mechanical strength of naval brass are derived from its unique composition. It is a good choice for marine applications, including valve components, shafts, and fittings that may come into contact with seawater. However, care must be taken when machining naval brass to establish the optimal spindle speed and feed rate for the specific application. Higher hardness values in naval brass compared to free-cutting brass require more aggressive tooling (i.e., sharper cutting edges) and controlled feeds to prevent unwanted surface defects and premature tool wear.
What are the Common Challenges in Brass CNC Machining

Brass CNC Drilling
Brass CNC machining presents many challenges as well as some advantages in terms of softness and ease of cutting. Familiarizing yourself with these challenges will help you reduce scrap and tool damage.
- Tool Wear: While brass is forgiving of tool wear, incorrect feed rates, angles, or speeds will result in rapid tool wear. Maintain sharp cutters, inspect them regularly, and replace them before surface finish quality is lost.
- Chip Control: Brass chips can wrap around the cutter or leave scratches on the part. Leaded-free-machining brass grades (such as C360) tend to handle chips better than other brasses; however, higher-alloy brasses may require lower feeds and shallower depths of cut to control chip formation.
- Burr Formation: Burrs often form on the edges of milled, turned, or drilled parts. To eliminate burrs, decrease the feed rate or depth of cut, provide proper support to the part, and apply a light lubricant during the process.
- Holding Tolerances: Producing small holes, fine-threaded features, and fragile walls is highly sensitive to both temperature and tool deflection.
- Milling Thin Walls or Intricate Details: Thin walls and/or intricate detail areas are prone to bending or deformation. Properly clamp the part, mill at low feeds, take shallow cuts, and maintain accuracy.
Optimising Cutting Parameters for Brass CNC Machining
During brass CNC machining, every change in spindle speed, feed rate, or tooling configuration impacts the quality of the finished part, tool longevity, and overall machine performance. The following is a logical explanation of machining parameters.
- Tooling Method: End mills and drills with sharp cutting edges are best for machining brass. Blunt tools tear soft brass and create burrs. For thin features, use smaller-diameter tools and reduce the plunge depth. Clamping and supporting the part prevent bending. Fine threads and features require lower feed rates, regardless of whether they are produced from leaded or non-leaded alloys, to avoid edge rolling.
- Spindle Speed: Leaded brass permits high spindle speeds. Non-leaded brass requires lower spindle speeds to prevent smearing. Be aware of vibration at high RPM, as it can destroy the surface finish and create chatter marks.
- Feed Rate: Higher feed rates are best for bulk material removal of free-cutting brass. Lower feed rates are best for thin walls or fine details to prevent tool marks and warped edges.
- Depth of Cut (Depth of Removal): Taking significant cuts on thin sections may deflect the part or the tool. Instead, take multiple shallow passes. For thick sections, taking larger cuts may improve productivity without increasing chatter.
- Rake Angle: A positive rake angle reduces the load on the tool and produces short, clean chips. Flat or negative rake angles may produce smeared soft brass, particularly on edges and fine threads.
- Chip Handling: Leaded brass naturally produces short chips that fall off easily, reducing cleanup time. Longer chips are made from more complex alloys. Compressed air or a chip brush may be required to remove chips that wrap around the tool.
- Heat and Friction: Although brass does not generate excessive heat, repeated significant cuts may cause the part to expand slightly. A light lubricants help control dimensional accuracy and prevent smearing on softer alloys.
- Monitoring Tool Wear: While soft brass does not damage tools quickly, abrasive inclusions or more complex alloys can. Check cutting edges for dull spots regularly and replace tools before the finish begins to degrade.
Finishing Options for CNC-Machined Brass Components
On the shop floor, you must consider the part’s intended use, machining behaviour, and assembly before choosing the types of brass finishes method.
As Machined

Brass turned as an as-machined part.
Using brass as-machined eliminates finishing time and maintains tolerances. Functional parts rarely require additional finishing. The primary consideration is how to handle the part. Thin walls and fine details may bend or nick if clamped or stacked improperly. Minor mishandling may also affect fit or assembly.
Buffing
Polishing/buffing removes tool marks and produces a smooth surface by using a rotating abrasive. Polishing/buffing enhances appearance without requiring extensive processing. The potential problem is over-polishing, which may slightly reduce the wall thickness of small features or edges. Secure clamping and close monitoring of the polishing/buffing process are required to avoid dimensional errors.
Electroplating
Electroplating deposits a thin layer of metal, such as nickel or chrome. Electroplating provides corrosion protection and produces a smooth surface. Electroplating may be used on parts with tight fits, but electroplated layers of only a few microns can alter the fit, so engineers must adjust the tolerances or assembly allowances. Electroplating is most effective for parts that will be exposed to wear or contact with moisture.
Honing
Honing is performed with abrasive stones to produce a uniform, precise surface finish with a cross-hatch pattern. Honing is generally used for functional surfaces, such as bushings, bearing seats, and fluid passages. Due to lengthy processing times, honing is usually limited to areas where the part’s improved performance justifies the added cost and time. Securing the part to prevent wobbling and maintaining accurate positioning is essential to achieve a uniform finish during the honing process.
Brass vs Bronze for CNC Machining
The differences between brass and bronze aren’t primarily based upon their appearance or historical development; instead, they’re based on how each of these alloys responds to the cutting action, how the chips separate from the metal as it is cut, and how each of the metals will affect the life of the cutting tool(s) being used.
Brass
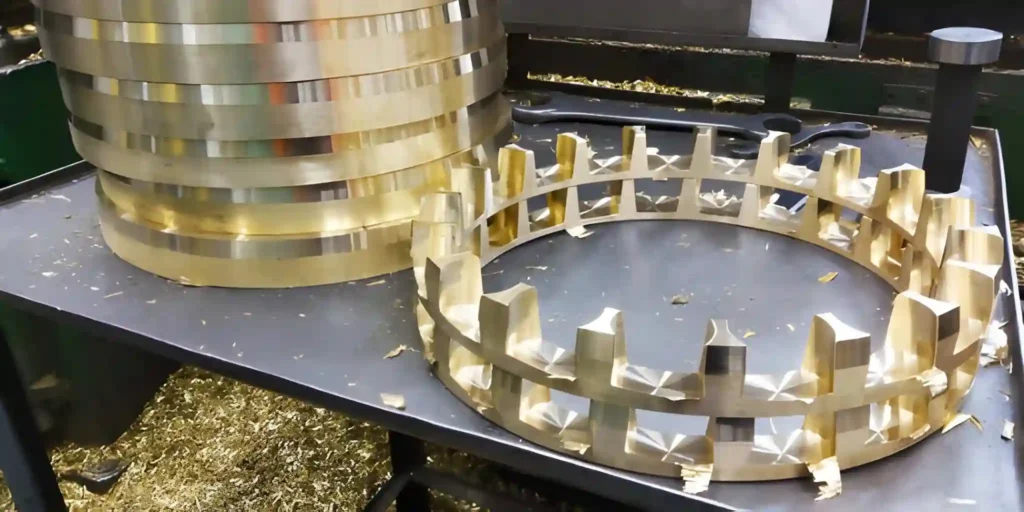
Brass Machined Roller Bearing
Brass is an alloy primarily composed of copper (Cu), zinc (Zn), and a minimal quantity of lead (Pb). In many cases, brass alloys contain lead in free-machining grades. The lead helps facilitate the clean separation of the chip from the workpiece during cutting. As a result, you will have short, even-length chips, low friction on the tool, and significantly reduced heat generated by the tool during machining. Consequently, you can use higher feed rates and spindle speeds safely if the machine is rigid, the tool is suitable, and the workpiece is well clamped.
Due to this characteristic, brass is ideal for:
- Electrical connectors & terminals
- Precision fittings & small fasteners
- Decorative hardware requiring tight tolerances
- High volume production euns
When machined, brass maintains its shape, performs well under thermal conditions, and rarely surprises.
Bronze
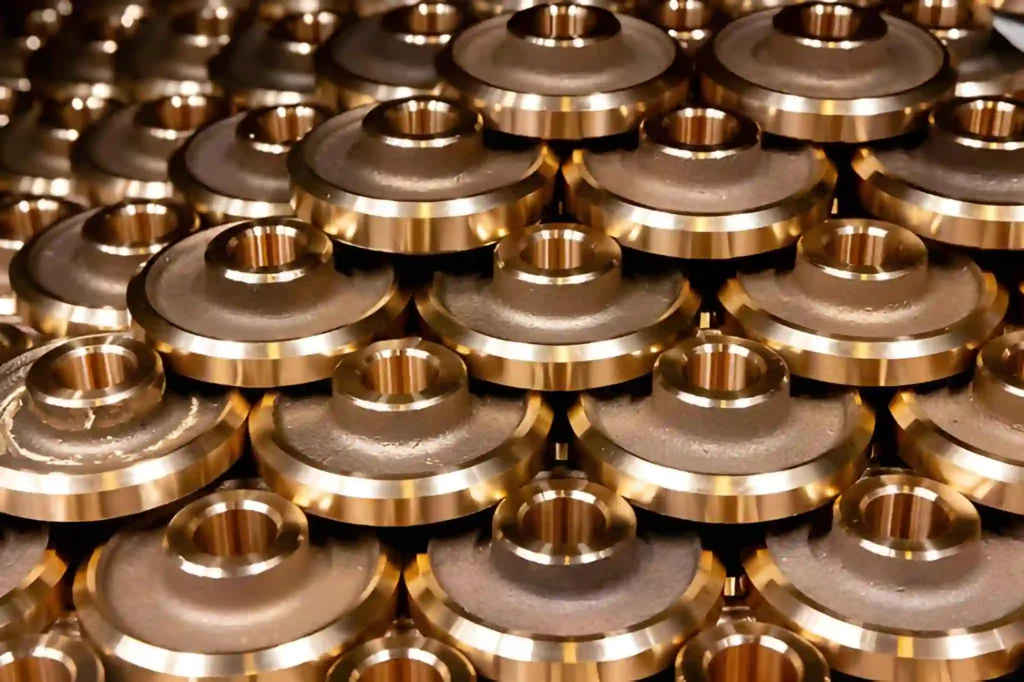
Bronze machined parts
Bronze is an alloy that replaces zinc with tin, or may incorporate aluminium or silicon. The incorporation of these materials increases the alloy’s hardness and abrasiveness. When machining bronze on a CNC Machine, the results are typically:
- Increased Cutting Forces: The tool has to work harder to pass through the material
- Longer Chips: The chips do not break away easily and frequently bind to the tool
- Increased Heat at the Tool: Reduce the spindle speed to prevent work hardening of the workpiece material.
Bronze parts are generally more durable than brass parts; however, machining Bronze requires careful planning. Typically, you would be taking shallow cuts, applying slower feed rates, and continually monitoring the wear on the tool(s). Some common uses for Bronze include:
- Bearings & Bushings
- Marine Hardware that will be subjected to saltwater exposure
- Wear plates & structural components subjected to load
Selecting the proper alloy depends on matching the material’s machining behaviour to the application. For example, use brass when speed & chip control are critical; use bronze when durability & resistance to wear are paramount. Selecting the wrong alloy will result in wasted Time, Parts, and Tooling.
List of Common Brass Machined Parts
Custom brass machining is used to produce precision parts where dimensional accuracy and surface quality are critical. Here are the typical product examples:
- Plumbing Components(valves, faucets, fittings, and connectors)
- Electrical Parts (terminals, switches, and connectors)
- Fasteners and Screws
- Bearings and Bushings
- Instrument Components
- Decorative Hardware
- Marine Hardware
- Ammunition Casings
Get Custom Brass Parts for Accurate Assembly and Quality Finish
At Prolean MFG, we provide custom metal machining services for brass parts. Our factory is in compliance with ISO 9001:2015 and ISO 2009 standards. With our engineering support, you always receive parts exact to your drawing specifications. Our experts can maintain even tight tolerances down to ±0.005 in (0.127 mm).
From choosing the right brass alloy to finishing the final component, we handle every step with care and accuracy. Whether you need prototypes or production runs, our team offers reliable, durable, and precise(design-matched) brass parts.
Contact us today to discuss your project and get an obligatory quote for your CNC brass parts.