Engine block machining
The engine block is an important structural component of an internal combustion engine. It has all the key parts like cylinders, pistons, crankshaft, and camshaft. This block must be highly precise for great performance, reliability, and longevity.
CNC machining has been revolutionary in the manufacturing and building of engine blocks. With this process, the engine blocks have great accuracy and consistency.
In this article, you will learn about CNC machine processes for engine blocks in great detail. It will provide information that will be valuable for engine builders and machine specialists.
CNC Machining in Engine Block Manufacturing
Computer Numerical Control or CNC machining processes involve computer-operated tool units for performing various operations on a block, such as cutting, boring, and surface finishing.
It is an important technology not only for OEMs in new-car production but also for assembling engines in aftermarket rebuilding, such that every engine block conforms to very strict specifications.
With advanced software, CNC machines operate various types of machinery like milling machines, boring machines, and honing machines. All these machines have different functions, such as boring the cylinder, align honing, and surface milling of decks.
With CNC machining, the operating accuracy is such that human errors are almost eliminated, surface finishing is attractive with a very fine texture, and close tolerances are maintained.
Usually cast in cast iron or aluminum, the engine block has to withstand very high pressures, temperatures, and mechanical stresses. CNC machining has assured the precise machining of major features such as main bearing bores, cylinder walls, and deck surfaces.
Such precision allows for the assembly fitting with crank, pistons, and connecting rods, compression, coolant flow, and alignment.
Step-by-Step Engine Block Machining
In this section, you will learn in detail about each step of engine block machining.
- Cleaning and Pre-Machining Inspection
Before any machining operation can be done, you must clean the engine block and remove dirt, oil, debris and contaminants from oil passages and threaded holes. Cleaning helps in avoiding any contaminants from entering the machining phase and ensures true measurements.
In the process, the block is cleaned using methods such as hot tank, via an ultrasonic cleaner, or high-pressure washing in a machine shop. Each method is suitable for removing different types of contaminants.
Once cleaned, the block is subjected to pre-machining inspection, which includes dimensional measurements and non-destructive testing to determine its condition.
Additionally, the engine builders look for cracks, warping, or wear in critical areas such as the cylinder walls, the main caps, and the deck surface. Internal or hidden flaws inside the engine block may be tested using non-destructive testing methods such as magnetic particle inspection.
After the inspection, an assessment will be made to determine whether the block is eligible to be machined. If not, you must do some repair work. You can either weld it or install a liner to restore damaged cylinders.
- Dimensional Analysis
Next, the block must be dimensionally analyzed to ensure that it conforms to OEM or aftermarket specifications. Components like cylinders, main bearing bores, lifter bores, and the cam tunnel undergo a measurement. These components are examined using precision instruments such as CMMs or dial bore gauges.
If taper, out-of-roundness, or excessive wear is discovered during inspection, then you must install oversized pistons, oversized bearings, or lifter bore correction. The information you collect during this is used as a reference when restoring the block.
- Align Boring and Align Honing

Engine honing
Align boring and align honing ensure proper alignment of the main bearing bores with the crankshaft centerline. Misalignment can lead to premature bearing wear, increased friction, and eventual engine failure.
Align boring is the the process of correcting the misalignment or resizing of the main bearing bores using a boring machine. Align honing is the final finishing of the bore by the honing machine, producing a smooth, very precisely finished surface.
Main caps are torqued during specific operations, such as boring and honing, to simulate engine stresses for accurate alignment and bearing fitment.
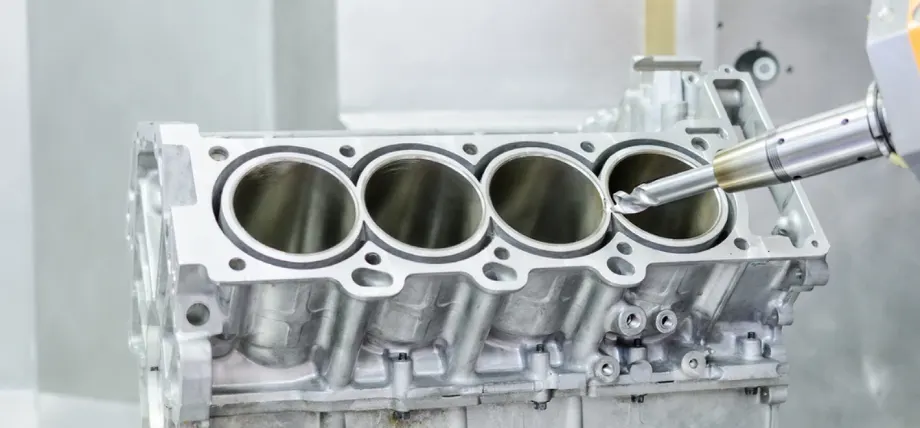
- Cylinder Boring
In cylinder boring, cylinders are enlarged or restored to fit new pistons or merely to correct wear, taper, or out-of-roundness. A CNC boring machine accurately removes material from the cylinder walls to the required bore diameter, and usually leaves it a little bit undersized for subsequent honing.
The process keeps the piston-to-cylinder wall clearance well within specified limits, which is of utmost importance for compression and oil control. It is during cylinder boring that a torque plate is most often used to simulate the stresses applied by the cylinder head and head gasket so as to prevent distortion of the cylinder walls.
- Cylinder Honing
Cylinder honing after boring is the fine finishing of the cylinder walls, imparting a crosshatch pattern that allows proper piston ring seating and retention of lubricant for the rings.
Here, a honing machine is used. The machine removes minute material with the help of abrasive stones. This process results in a precise and polished surface finish.
The crosshatch pattern ensures piston rings seal tightly against cylinder walls, minimizing oil consumption and blow-by gases. Honing corrects minor imperfections from boring, ensuring cylinders are round and within tolerance.
- Deck Surface Milling
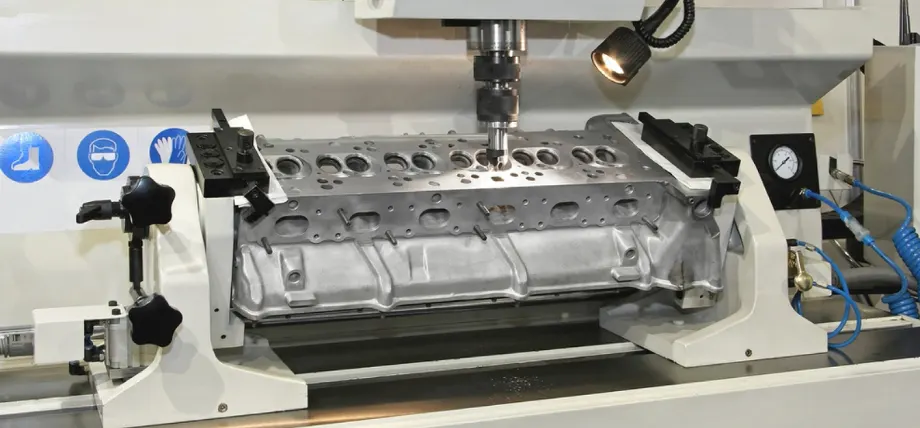
Engine surface milling
Deck surface milling flattens the block deck and keeps it parallel to the crankshaft centreline to provide the mating surface for the cylinder head and the head gasket.
The milling machine removes metal from the deck to eliminate warpage or surface imperfections, thereby attaining the correct deck height. This step plays an important role in maintaining constant compression ratios and preventing head gasket failures.
The finish on the deck surface must be smooth to allow for proper sealing. Grinding with vitrified abrasive wheels or polishing with fine abrasive materials is commonly employed.
- Cam Tunnel and Lifter Bore Machining
Cam tunnels and lifter bores accommodate the camshaft and lifters (tapets), respectively, and require machining for proper functioning. The cam tunnel is aligned or honed to keep all their alignments to the crankshaft and provide for the camshaft bearings.
Lifter bores are finished to tolerances that allow for smooth lifter action and proper valve actuation. Misalignment or excessive wear would cause premature cam or lifter failure, affecting engine performance.
- Clean and Surface Finish
After machining, cleaning of the engine block is performed to remove metal shavings, coolant, abrasive residues, etc., so that no contaminant remains to clog oil passages, threaded holes, or other critical areas.
A final surface finish inspection verifies that machined surfaces, including cylinders, deck, and bearing bores, meet specifications. This may involve measuring surface roughness with a profilometer to confirm the block is ready for assembly.
Challenges in CNC Machining of Engine Blocks
CNC machining of engine blocks presents technical challenges requiring careful consideration for reliable engine performance.
Maintaining Dimensional Accuracy
Casings are complex geometries with multiple cylinders, main bearing bores, a nd lifter bores. Maintaining consistent tolerances can be challenging, especially when the cylinder walls are too thin or when the coolant passages are very complicated.
The CNC tools, travelling through very precise tool paths, must not deviate from the tool paths so that those deviations do not weaken the block or interfere with the fitment of components.
Thermal Distortion
Machining produces heat that causes expansion in castings and blocks of cast aluminum, leading to dimensional inaccuracies.
Properly managing coolant and controlling machine speeds, together with fixturing (for example, a torque plate), minimizes heat-related distortion to preserve block integrity.
Surface Finish Requirements
Engine machining using 5 axis milling
Surveying the surface finish of cylinders, deck surfaces, and bearing bores is critical for sealing and longevity.
Cylinders must be honed with a crosshatched pattern for engaging piston rings, while deck surfaces must be sufficiently smooth to seal against the head gasket.
Using the proper abrasive material and machine parameters avoids excessive material removal and surface defects.
Accommodating Aftermarket Modifications
Performance or stroker engines increase displacement by increasing bore or stroke. Such changes can cause cracking of the block due to alteration of its material properties.
In machining, there must always be a balance of material removal against the strength of the cylinder walls and main caps.
Alignment of Critical Features
Any misalignment of main bearing bores, cam tunnels, and lifter bores will cause premature wear of bearings, camshafts, or lifters-and thus diminish engine performance.
Aligning and honing necessarily require multiple passes with heavy checks done on the alignment of the centerline of the crank.
Operator Skills
CNC machining needs sophisticated programming for things like tool paths, cutting depths, and cutting sequences. Any error can cause the block to be ruined.
Only skilled operators and properly calibrated machines can guarantee repeatability and accuracy.
Handling Material Variability
Cast iron and aluminum blocks have different machining characteristics, like hardness and thermal conductivity.
Variability in aftermarket or older blocks affects tool wear and outcomes. Machinists must adjust cutting parameters and tool selection for consistent results.
By overcoming these challenges, you can improve the results for CNC machining.

Machined engines ready for assembly
CNC Machining Services
PROLEANMFG provides CNC machining for automotive components from automotive fasteners to engine blocks and piston cylinders. We also provide assembly services and high-performance alloy machining for engine prototype machining.
Get a quote today!
Conclusion
CNC machining is critical in engine block manufacturing and rebuilding, thus allowing engine builders the precision required for high-performance and daily-use engines.
Beginning with block preparation, each step, including cleaning, cylinder boring, honing, and deck surface milling, ensures that the block is prepared to exact standards.
By addressing challenges like thermal distortion, complex geometries, and precise surface finishes, CNC machining delivers engine blocks that support the rotating assembly, cylinder head, and critical components.
As technology advances, CNC machining offers engine builders greater precision and flexibility.