Boring machining is a type of CNC machining process used in the manufacturing of industrial components requiring precise and smooth holes for fitting, alignment, or specific functions. It enlarges and refines the pre-drilled holes. Whether you are producing intricate automotive engines or a simple structural component, you need Boring machining.
You can perform boring on regular CNC machining equipment, such as drilling machines, mills, and lathes. But boring machines are specialized for better hole tolerance, surface finish, production speed, and repeatability.
The upcoming sections will elaborate on boring process, types & operations, required tools, machining parameters, advantages, disadvantages, application, and best practices for boring.
What is Boring in Machining?
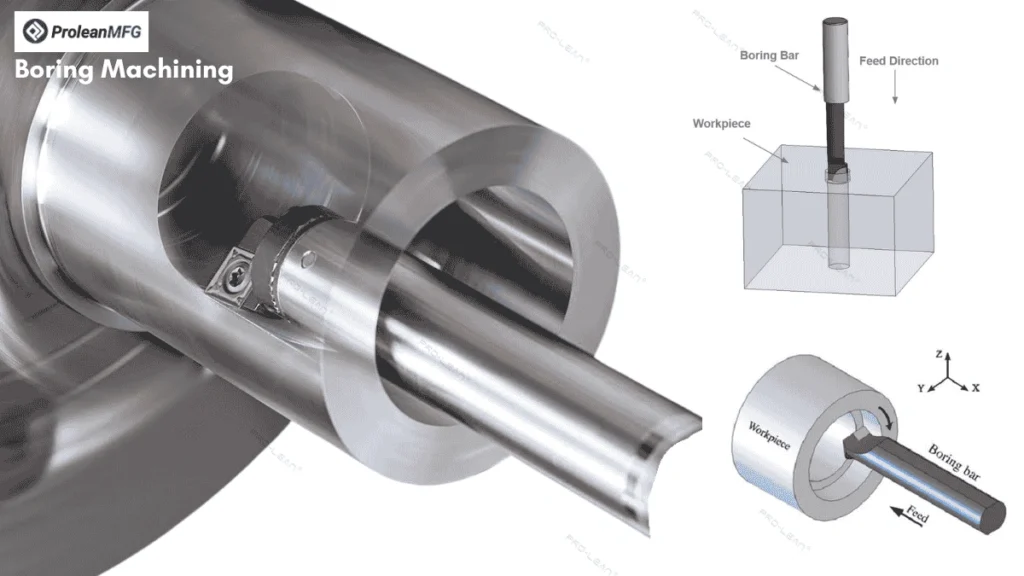
Boring diagram
Boring in machining is a precision machining process performed after drilling to enlarge the hole diameter, correct dimensional accuracy & alignment, and improve the surface finish. A boring tool removes the material from inside pre-drilled holes in a controlled manner.
CNC boring can achieve a general hole tolerance of Ø ±0.01 to 0.02 mm, whereas it can be as tight as Ø ±0.005 with precision boring and ji boring. The tolerance range is heavily influenced by the capabilities of the equipment and the hole size.
Let’s understand the Boring in machining with a real-world example.
Problem: Creating a precise hole on the engine cylinder block for perfect piston alignment and movement ( Ø 80 ±0.01 mm and Ra 1.6 µm).
Solution by Boring Machining
First, a hole around 79 mm (or low) was created with drilling bits. Then, boring machining is used to reach an 80 mm diameter with a tolerance of 0.01 mm and surface roughness of 1.6 µm. If the hole is already present in the casted cylinder, direct precision boring is performed.
History and Development of Boring Machining
The first-ever machine for boring machining was introduced in 1774 by John Wilkinson. The primary motivation behind it was the need for precise holes in the cylinder blocks of steam engines and military cannons.
From a manual barrel-boring machine at that time to advanced CNC automated boring machines with robotics interaction, boring machining has evolved a long way.
Next, let’s look at the development timeline of boring machining [1].
- 1774: Invention of the first boring machine in England by John Wilkinson.
- 1860s: Introduction of the Screw Feed Boring Machine, and application areas started to diversify.
- 1950s–1970s: Introduction of CNC boring through a new control system and G-code programming.
- Post 2000: CNC and robotics integration, real-time monitoring, and micro-precision capabilities.
How Do Boring Machines Work?
Boring machines typically use a single-point tool or inserts responsible for material removal. Based on the type of boring machine, either the tool or the workpiece rotates. For instance, the workpiece rotates on a table, and the tool moves across X, Y, and Z axes in vertical boring machines.
The workpiece with existing holes created with drilling or casting is clamped, aligning the hole with a boring tool. Then, the tool removes the material from inside the hole at a predetermined speed. In manual machines, feed rate is controlled by the operator, whereas all process variables and actions are automatic in CNC machines.
Step-wise Boring Machining Process

Boring in a lathe
There are several steps in the boring machining process, including initial hole drilling, tool selection, process setup, rough boring, semi-finish boring, finish boring, and quality inspection. Each of these steps must be carried out carefully.
- Initial Hole Drilling: If the part is not cast with a hole or you are machining the part, drill a hole with an initial diameter (less than the final diameter).
- Tool Selection: Choose an appropriate boring tool (boring bar, inserts, etc.) with the considerations of tool material, geometry, and coating.
- Process Setup: Mount the tool, clamp the workpiece, ensure their alignment, and set boring process parameters.
- Rough Boring Operation: It involves rapid material removal from the hole for higher efficiency.
- Semi-Finishing Boring: Next, refine the hole to near-accurate size. The goal is to improve dimensional accuracy.
- Finishing Boring: Perform finishing boring at slower speeds to achieve the required tolerances and roughness value.
- Quality Inspection: Inspect for surface defects, tool marks, and measure dimensional accuracy to ensure parts meet desired quality standards.
Types of Boring Machining: Versatility in Operations and Capabilities

Boring machining operations
Key types of boring machining are through boring, blind boring, line boring, back boring, horizontal boring, vertical boring, CNC boring, Micro boring, precision boring, deep hole boring, and jig boring.
Let’s break down 11 types of boring machining with their capabilities (what they do) and application examples.
Through Boring
Boring a simple through hole across its length to achieve a consistent hole diameter and straightness.
- Suitable Equipment: Horizontal boring machines
- Application Examples: Drive shafts, tubes, pipes, auto parts, and structural components for machinery.
Blind Boring
Blind boring is characterized by its capability of enlarging blind holes, increasing depth, and smoothing the hole bottom. You need to use a specialized boring head and tool for this.
- Suitable Equipment: Standard boring machines and vertical milling machines
- Application Examples: Valve bodies, hydraulic manifolds.
Line Boring
Line boring machining is used for correcting the alignment and enlargement of existing holes along the same axis in a single setup:
- Suitable Equipment: Horizontal boring machine/CNC milling machine
- Application Examples: Machinery frames, engine cylinder blocks, marine propulsion components, and aerospace parts.
Back Boring
Back boring involves cutting internal material from the back of the original entry point. This is especially beneficial for boring holes in such geometries where a boring bar can not be inserted.
- Suitable Equipment: Back boring machining can be performed in standard CNC machines with back boring bars & inserts.
- Application Examples: Hydraulic cylinders, gear housings, and tube fittings.
Horizontal Boring
Horizontal boring machines or standard CNC machines are used for horizontal boring, where the workpiece remains fixed, and the tool rotates horizontally for hole enlargement and finishing. It is suitable for large bore machining in heavy-duty parts.
- Application Examples: Gearboxes, heavy machinery components, and deep holes in ship engines.
Vertical Boring
Vertical boring is suitable for enlarging or finishing holes on heavy workpieces, which are vertically fixed on a rotating table.
- Suitable Equipment: Vertical boring machines
- Application Examples: Turbine housing, pipe flanges, and automotive engine blocks.
CNC Boring
CNC boring automates tool movement, feed rate, speed, coolant flow, and other variables using G and M codes. It is fast, precise, and capable of handling more complex machining.
- Suitable Equipment: CNC boring machines and machining centers
- Application Examples: Large-scale production of industrial parts, prototyping, electronic parts, and orthopedic implants.
Micro Boring
Micro-boring handles small holes, often with a diameter <5 mm. It uses micro boring bars with an internal coolant flow mechanism.
- Suitable Equipment: CNC precision boring machines
- Application Examples: Medical implants & instruments, aircraft fuel injection systems, small valve guides, and watch components.
Precision Boring
Precision boring focuses on achieving tighter machining tolerances, typically < ±0.01 mm of hole diameter.
- Suitable Equipment: Precision boring machines with precision heads.
- Application Examples: Injection molds, transmission shafts & bearings, and automotive pistons.
Deep Hole Boring
Deep hole boring refers to enlarging and finishing holes with a length-to-diameter ratio higher than 10 (L/D≥ 10 ). For this, you need to use high coolant pressure and thin boring bars.
- Suitable Equipment: Gun drilling machines, deep hole boring rigs, and BTA/STS tooling.
- Application Examples: Crankshafts, gun barrels, medical tools, and hydraulic cylinders.
Jig Boring
Jig boring is used to enlarge and finish the holes with high positional accuracy. The stable structure and setup of jig boring machines allow for tighter tolerances.
- Suitable Equipment: Jig boring machines
- Application Examples: Jigs & fixtures, dies, tools, and aircraft structural parts.
What Are Tools Required for Boring Machining?

CNC boring tools
Lathe/milling machine, boring head, boring bar, cutting inserts, micrometers, gauges, dial Indicators, CMM machine, and Automatic Tool Changer(ATC) are the main tools required for boring machining.
1. Lathe/Milling Machine
First, you need a lathe, milling, or boring machine that meets your machining requirements.
2. Boring Head
The boring head is associated with a milling machine boring, which is used to hold the boring tool and set the desired hole diameter.
3. Boring Bar
A boring bar is used for the single point boring machining. It secures cutting inserts and is responsible for material removal.
4. Cutting Inserts
Cutting inserts are replaceable edges that are inserted into compatible boring bars. Often these are coated with hard materials, such as ceramics and carbides. You must consider material type, cutting forces, and desired finish while choosing cutting inserts.
5. Micrometers, Gauges, and Dial Indicators
These instruments measure and verify hole diameter, depth, and accuracy of boring holes.
6. Probes
Digital probes are used for real-time monitoring of hole depth, diameter, cylindricity, and other parameters. So, any deviation or error can be detected.
7. Coordinate Measurement Machine
CMM machines provide more accurate measurements of hole depth & diameter, cylindricity, roundness, positional accuracy, and other critical parameters for First Article Inspection (FAI).
87. Automatic Tool Changers (ATC)
ATC swaps the multiple boring bars (or other types of machining tools) during the machining process. It reduces time, streamlines the process, and increases the capability of machining complex shapes.
What Are the Machining Variables for the Boring Process?
Boring diameter, cutting speed, feed rate, depth of cut, spindle speed, tool overhang, coolant flow rate, machining tolerance, and roughness(Ra) are the boring machining variables.
These variables directly impact the accuracy, cycle time, process efficiency, and finish of boring machining.
Let’s look at the machining variables table for the boring process.
| Variable | Description | Typical Range |
| Boring Diameter | Final boring diameter of the hole | 6 to 600 + mm (low as 1 mm with micro boring bars) |
| Cutting Speed | Speed of the cutting tool while moving through the workpiece | 200 to 500 feet per minute(FPM) |
| Feed Rate | The tool movement distance on the material in a single revolution. | 0.05 – 0. 2 mm/rev |
| Depth of Cut | Radial thickness per tool pass | 0.2 – 4 mm |
| Spindle Speed | The speed at which the workpiece(or tool) rotates | 200 – 3000 rpm |
| Tool Overhang | Length of the tool extending from the holder or boring bar | 3 – 6 times the tool diameter |
| Coolant Flow Rate | The rate at which coolant is supplied to the machining area | 5 – 25 L/min |
| Machining Tolerance | Limit for dimensional variation | ±0.127 to 0.005 mm |
| Surface Roughness (Ra) | The lower the value, the smoother the surface. | 0.8 – 6.3 µm |
*These are for general reference based on the machining data handbook [2]; the values can differ on a project-to-project basis.
What Are the Best Practices for Boring Machining?
Choosing the right size of boring bar, minimal tool overhang, setting the right parameters, and differentiating roughing & finish boring, and chip control are the best practices for a successful boring machining process.
The list below outlines six best practices for boring machining.
- Securely hold the workpiece and ensure correct alignment with the boring tool.
- Reduce the tool overhangd ( < 3x tool diameter)
- Perform test cycles and optimize feed rate, cutting speed, and depth of cut.
- Perform rough boring, semi-finish boring, and finishing boring one after another.
- Improve the rigidity of the machine and the boring setup.
- Use a suitable coolant flow for heat -dissipation and efficient chip removal.
Milling Machine Boring vs Boring in Lathe: How Are They Different?

Boring in a milling machine Vs Lathe
Although the goal of both boring processes is the same, they differ in working, workpiece & tool motion, and application preferences. A stationary tool is fed into the hole of a rotating workpiece while performing boring in lathe, whereas the tool rotates and the workpiece is fixed during Milling machine boring.
The lathe machine performs CNC turning operations and can be used to refine holes in axial and cylindrical components. On the other hand, boring in a milling machine can handle angled and offset holes.
Materials Used in CNC Boring Machining
Boring machining is compatible with a wide range of materials, including carbon steel, alloy steel, stainless steel, aluminum alloys, copper alloys, engineering plastics, ceramics, and composites. Each of these materials possesses a different level of machinability, and they require tooling & boring variables accordingly.
Additionally, material options for boring machining can also vary from one manufacturer to another. At ProleanMF, we offer 100+ materials, and the following are the most common ones.
- Aluminum 6061, 7075, 5052, etc.
- Mild steel A36
- Stainless Steel 304, 316, 17-4 PH, etc.
- Cast iron
- Titanium Ti-6Al-4V
- Copper and brass alloys
- Plastics such as PEEK, PTFE, ABS, and PPS.
- Carbon fiber composites
- Alumina ceramics
What Are the Advantages and Disadvantages of Boring Machining?
Tight tolerances, material versatility, hole-size correction, flexibility in size & depth, minimal tool deflection, and lower machining costs are the advantages of boring machining.
On the other hand, boring machining also has disadvantages, such as high cost of machine installation, specialized tool requirements, and the need for expert operators.
Let’s look at the list of advantages & disadvantages below.
Boring Machining Advantages
- CNC boring machines can refine holes to tighter tolerances, which is beneficial for complex assembly parts.
- The process is compatible with steels, aluminum alloys, stainless steels, plastics, composites, and several other engineering materials.
- You can use boring machining to correct the internal hole diameter.
- Large bore machining provides flexibility in hole sizes. It can work with holes up to 600mm in diameter.
- The boring machining can handle large volume projects and is economical in the long run.
Boring Machining Disadvantages
- You need a high initial investment in machine installations, and the machines require frequent calibration and maintenance.
- It is difficult to work with hard-to-machine materials, such as Inconel and hardened steels.
- High machine rigidity and specialized tools are required for boring machining.
- Expert operators are needed for boring process setup and handling.
What Are the Industrial Applications of Boring Machining?

CNC boring applications
Boring machining is used in the manufacturing of precise and high-performance components in automotive, aerospace, energy, heavy machinery, medical, shipbuilding, and electronics. It increases the internal diameter of holes, achieves tight tolerance & finish, and corrects the cylindricity of holes in casted or machined parts.
Next, the table below outlines why boring is significant in these industries and provides real-world application examples.
| Industry | Why is Boring Used? | Application Examples |
| Automotive | Precise & smooth holes on auto parts for fitting & alignment | Engine block machining, crankshaft, transmission housings, and braking systems. |
| Aerospace | Holes in safety-critical components | Wing structure machining, engine casings, landing gear parts, and aircraft valves. |
| Energy | Accurate holes for efficient fluid flow and pressure control | Valve bodies, pump housings, drilling equipment parts, pipeline connectors, turbine hubs, pressure vessels |
| Heavy Machinery | Precise holes on the oversized parts | Heavy gearboxes, hydraulic cylinders, crane & mining parts, and excavator components. |
| Medical Industry | Small & micro holes with tolerance < 0.1 mm for safety. | Prosthetics, custom implants, surgical instruments, diagnostic device components, |
| Shipbuilding | Durable parts with high alignment accuracy | Engine blocks, structural parts, propeller shafts, hull thrusters. |
| Tool and Die | For high positional accuracy and a smooth finish of holes | Injection molds, casting dies, press tools, fixtures |
| Electronics | Holes in small & micro parts | Sensor components, semiconductor parts, heat sinks, and connectors |
Boring vs Other Machining Processes
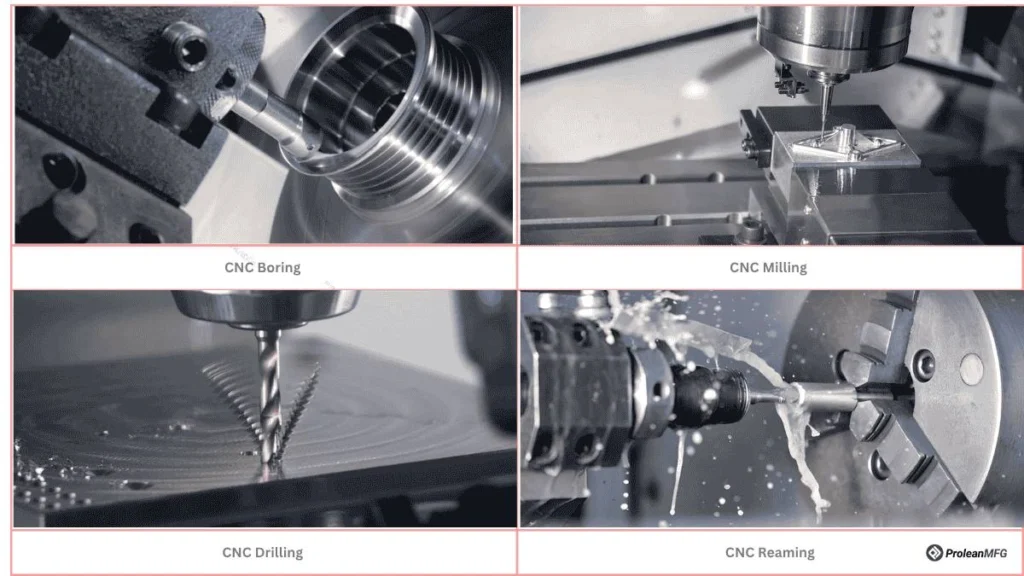
Boring vs other machining processes
Milling, turning, drilling, and reaming are some other machining processes besides boring. Each of them has distinct capabilities, tooling, working, and applications.
Boring vs Milling
Milling creates complex 3D parts with irregular contours, profiles, slots, cavities, etc. It is more versatile than boring, turning, & drilling. Milling is more precise, whereas boring provides a better finish.
Boring Vs Turning
Unlike boring, turning is not limited to enlarging the hole diameter. It produces diverse industrial components that are axially symmetrical. Turning is performed on a lathe, where the workpiece rotates at high rpm, and the cutter remains stationary.
Boring vs Drilling
Drilling creates cylindrical holes in workpieces using a rotating tool. A rotating drill bit is fed into the material, which penetrates the surface and reaches the desired depth. Although drilling is a fast and consistent hole-making technique, it is less precise and produces rougher holes than boring.
Boring vs Reaming
Reaming is similar to boring in that both refine an existing hole, but it offers tighter tolerances and a smoother finish than boring. A multi-edge reamer accurates the hole diameters. Another difference is that the material removal rate in the reaming is significantly lower than in drilling & boring.
What Are Common Boring Machining Challenges?
Vibration & chatter, rougher hole finishing, tool deflection, poor chip evacuation, material hardness, and excessive heat formation are the common challenges in boring machining.
Let’s look at the table below for causes and prevention strategies.
| Boring Machining Challenge | Potential Causes | How to Prevent? |
| Vibration & Chatter | Incorrect rake angle, feed & speed, and loose setup | Uses optimized boring machining variables and rigid setup |
| Rougher Finish | Dull edges, ineffective chip evacuation | Use sharp inserts, monitor wear, and apply desired coolant flow. |
| Tool Deflection | Tool overhang, high L/D ratio, and high cutting forces | Set a lower cutting depth and ensure the tool overhang is < 3 x tool dia. |
| Dimensional Inaccuracy | Tool deflection, programming & setup errors, tool wear | Periodic calibration of equipment, test runs of the machine, etc. |
| Boring Bar Alignment | Excessive tool overhang, loose clamping, misaligned machine axes. | Reduce overhang, choose the right diameter of boring bar, and calibrate the centreline of the spindle |
| Excessive Heat Formation | Higher feeds, lack of coolant flow | Ensure proper coolant flow, adjust feed rates, and use sharp tools. |
What is the Cost of Boring Machining?
The per-hour boring machining prices typically start from $40 and go beyond $300/hour, based on hole size, material type, tooling, desired finish & accuracy, used equipment, and production volume.
At ProleanMFG, we provide precise yet cost-effective machining solutions through process automation, machining efficiency, and wise material selection.
Is the Boring Process Time-Consuming?
Yes, the boring process consumes relatively more time than drilling and other hole-making processes. A typical cycle time for a single boring operation ranges from 2 to 15+ minutes.
If a simple setup is enough and holes do not need to be bored with tight tolerances, it takes less time. On the other hand, boring precision holes with roughness value < 1.6 µm.
The exact time how long the boring process takes depends on the following factors;
- Hole depth & diameter need to be enlarged
- Desired tolerances and roughness level.
- Capabilities of the used equipments
- Setup complexity
Summing Up
To sum up, boring machining ensures the alignment, mating, and overall performance of industrial components by providing strict tolerances, a superior finish, and correcting the straightness & concentricity of holes.
For efficient, high-quality boring, you must use the right equipment, boring tools & parameters, and machining strategies. A well-equipped machine shop and skilled engineers can only deliver this.
ProleanMFG is an On-demand manufacturing company with more than a decade of industry experience and offers CNC Machining Services for custom projects. We operate 80+ latest multi-axis CNC machines, staffed by expert engineers and technicians.
Along with boring, we offer milling, turning, drilling, EDM, laser cutting, and many other precision-machining solutions.
So, upload your CNC machining design and request a quote now!
FAQs
Boring enlarges the internal diameter and finishes the hole, whereas milling is more versatile and produces complex 3D shapes with internal features.
The main purpose of boring is to increase the hole diameter with strict tolerance and finish.
6 common boring tools are Boring bar, cutting inserts, boring head, damped boring bar, ATC, and adjustable boring tool.
You can bore a hole with a minimum depth of 3 times the diameter of the boring tool.
The minimum boring diameter is 1mm with micro boring, and the maximum limit goes beyond 600 mm.
To improve boring efficiency and precision, use the right boring bar & cutting inserts, optimize machining variables, and regularly maintain the equipment.