
CNC Machining tolerances define the allowable deviation of a part from its intended design. They apply not only to physical dimensions but also to measurable behaviours such as geometric characteristics (form, position, orientation) and surface texture (roughness). Each tolerance includes an upper and lower limit. Additionally, any value outside these limits can lead to part rejection and functional failure.
In precision CNC machining, variations arise from material properties, cutting forces, tool wear, heat generation, and machine rigidity, all of which can influence the final dimensions of a component. Therefore, it’s essential to understand these factors to predict and control part accuracy.
Poor tolerance control increases scrap, rework, and inspection time. Conversely, overly tight tolerances can raise machining costs without delivering meaningful benefits. At Prolean MFG, achieving precise tolerances begins during process planning. Careful selection of materials, tooling strategies, and inspection procedures works together to minimize variation and ensure parts meet design intent consistently.
Continue reading to understand how CNC machining tolerances impact the manufacturing costs.
What Are CNC Machining Tolerances?
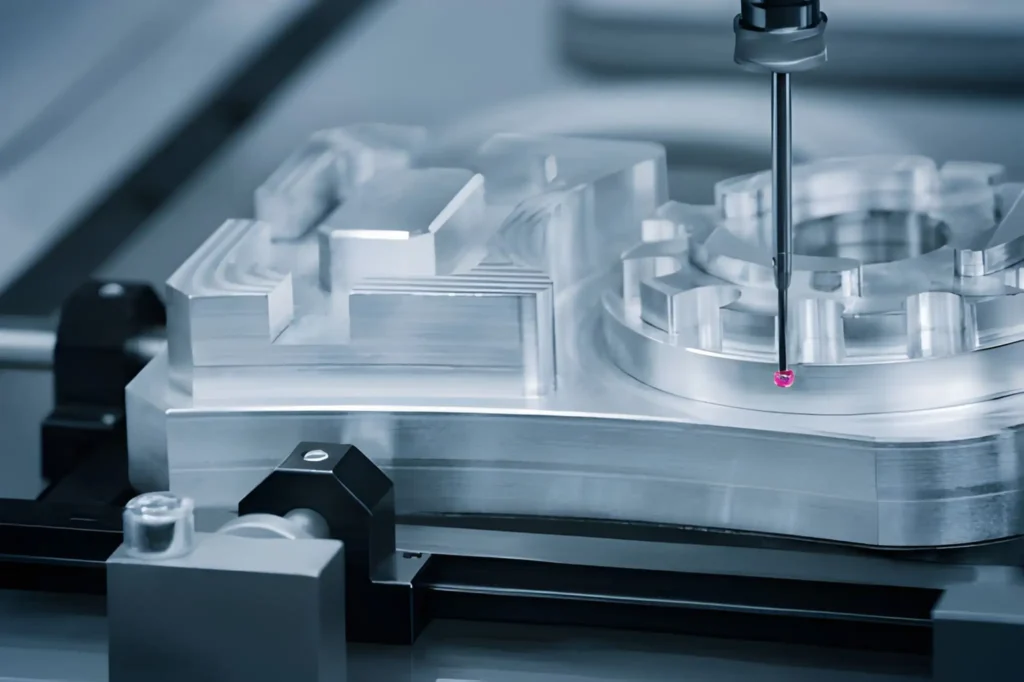
Gears lean on a drawing
CNC machining tolerances define the allowable variation in size or dimension of a part. They determine how well a part must be built to operate correctly and/or fit other parts.
Most tolerances are defined with a “plus-minus” (+/-) notation. For example, a part with a nominal size of 3.0 inches and a +/- 0.001-inch tolerance must fall between 2.999 and 3.001 inches to pass inspection. Generally speaking, parts with tighter tolerances are produced at greater expense due to the higher degree of precision required; however, parts with looser tolerances offer greater flexibility and are less expensive to produce.
Two ways to consider tolerance include the machine’s capability and the product’s design requirements. General-purpose setups often hold around ±0.02 – 0.05 mm on typical features, depending on geometry, material, and inspection method. Designers must understand their machine’s capabilities to develop parts that account for those limitations.
Design capability, or design tolerance, refers to the acceptable variation a part can have while still functioning as intended. Components that fit or move with other parts require tighter tolerances. For example, the internal parts of an electric motor must be manufactured to very tight tolerances to function correctly. In contrast, a simple door handle can be manufactured to much looser tolerances. Tolerances are typically indicated directly adjacent to the dimension being referenced on engineering drawings.
Common Types of CNC Machining Tolerance
There are several types of machining tolerances, each depending on the part’s requirements, its function, and its manufacturing method. Understanding the various kinds of available tolerances helps designers create practical solutions for every project.
Standard Tolerances
Standard tolerances represent the default tolerance values when no specific tolerance requirement is provided. If a drawing does not specify otherwise, shops often apply a default general tolerance (commonly around ±0.1 mm), but the exact value should be defined by the drawing standard or the supplier’s capability statement.
Limit Tolerances
Limit tolerances establish a specific range for a part’s dimension. For example, if the specification states that the hole diameter must be 15 – 15.5 mm, the hole will only meet the specification if it falls within that range.
Any hole that is either larger or smaller than the range specified will fail inspection. Limit tolerances are beneficial for parts requiring tight dimensional relationships, such as shafts and holes.
Unilateral Tolerances
Unilateral tolerances restrict variation in only one direction. For example, +0.001 /– 0.03 mm indicates a condition in which the part is slightly smaller than the nominal size but not larger. Unilateral tolerances are used when a part must interface with another component that requires a precise relationship.
Bilateral Tolerances
Bilateral tolerances permit variation in both directions. A +/- 0.05 mm tolerance allows a part to be slightly larger or smaller than the specified dimension. Bilateral tolerances are commonly used for external features or components that do not significantly affect performance due to slight variations.
Geometric Dimensioning and Tolerancing (GD&T)
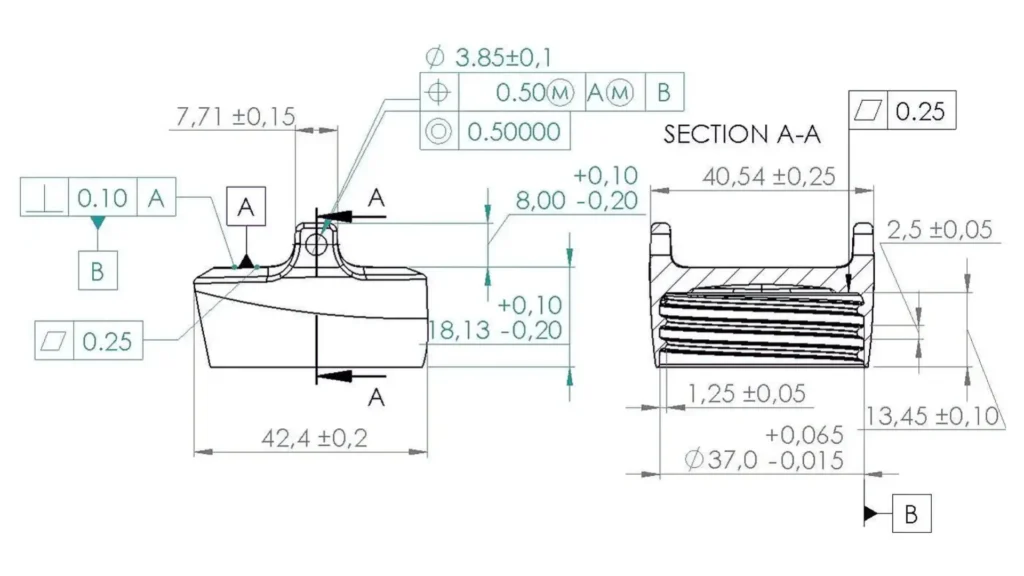
Geometric Dimensioning and Tolerancing
Geometric Dimensioning and Tolerancing (GD&T) is a method for controlling not only the size of a part, but also its geometric characteristics. It defines flatness, concentricity, proper position, and orientation of features. GD&T uses feature control frames to specify how a part must be machined and inspected.
Standard Terms for Measuring CNC Tolerances
Engineers and machinists who work with CNC parts use a limited set of terms to verify that a part meets specifications. Understanding these terms eliminates the potential for guessing, reduces waste, and simplifies the assembly process.
Basic Size
Basic size is the value represented on a drawing. It is the “target” size for a part, but it is not the final size a part will have after machining. Machining will always introduce some variation into a part; therefore, the basic size is used as a reference to determine the tolerance to apply to the part and ensure it fits as intended.
Actual Size
Actual size is the measured size of a part after machining. The exact size indicates the part’s physical dimensions. In practice, the actual size of a part will rarely match the basic size because tools wear, machines flex, and materials respond to cutting conditions in varying degrees. The objective is to minimize the difference between the actual and basic sizes to maximize the part’s functionality.
Limits
Limits are the boundaries that define whether a part is acceptable. The upper limit is the maximum permissible size, and the lower limit is the minimum acceptable size. If a part falls outside these limits, it will not assemble or function properly. For example, a hole may be allowed to vary between 10.00 and 10.05 mm. If a hole is either larger or smaller than that range, it will be unacceptable.
Deviation
Deviation is a measure of how much the actual size varies from the basic size. There are upper and lower deviations. Upper deviation is the amount by which a part can exceed the basic size, and lower deviation is the amount by which a part can be below the basic size.
Datum
A datum is a reference point, line, or plane against which a part can be measured consistently. In practice, datums enable reliable measurements of complex shapes. For example, measuring a shaft with multiple features against a single datum ensures that all measurements are taken relative to the same reference, thereby minimizing error and increasing consistency.
CNC Machining Tolerances Vs. Cost Trade-Offs: Tips to Keep Costs Low
Setting the correct tolerances for CNC machining requires understanding the part, the material being machined, and the machining process. While precision is essential, overemphasizing the importance of extreme tolerances when they are not warranted results in increased costs and reduced productivity. Applying common sense to the requirements of the part is the best way to ensure it is functional and economical.
Consider the Material

Shiny steel parts after CNC Turning
The material being machined affects the ability to maintain tight tolerances and cost. Metal parts can generally be held to tighter tolerances than plastic parts. For example, a typical steel part may have a tolerance of ±0.005 inches, while a similar plastic part may only be able to hold to ±0.010 inches. Certain metals, such as copper, and certain steel alloys, undergo dimensional changes due to thermal expansion and contraction, making it difficult to maintain tight tolerances. You must take the material properties when determining the tolerance.
Consider the Part’s Application

Metal bushings
Consider the function of the part. Not all parts require high precision. If a component does not mate with other parts, then it can be held to a looser tolerance. Only those features of a part that must fit or interact with different parts require tight tolerances. Excessive emphasis on precision increases costs, produces scrap, and decreases machining efficiency. The best method is to relate the tolerance to the part’s function.
Use Proper Cutting Tools
Cutting tools can significantly influence a part’s accuracy. Dull cutting tools, inappropriate tool types, and long cutting tools on deep features can cause deflection, resulting in inaccurate dimensions and extra expense. Cutting tool wear can affect spindle performance and part dimensions. The use of sharp cutting tools, properly lengthened and designed for adequate cooling, reduces variation and produces parts to the intended size.
Plan Around Machine Capability
Each CNC machine has its own limits. To expect tighter CNC machining tolerances than the machine is capable of is a waste of time and generates scrap. When designing, you should specify only the level of precision your machine can reliably achieve. This will produce consistent manufacturing and eliminate any unexpected inspection results, which could lead to addition expenses.
Apply Tolerances to Critical Dimensions
Not all dimensions of a part need to be controlled with high precision. Apply the tightest tolerances only to those critical dimensions affecting the assembly or operation of the part. Those dimensions that do not affect the mating of other parts can be held to loose tolerances. This will help to reduce machining time and cost while maintaining the necessary accuracy in critical dimensions.
Account for Material Behaviour
Some materials tend to flex, distort, or break more easily than others. Flexible materials usually shift during cutting, while brittle materials shatter under excessive stress. Understanding the material’s properties will help establish a machining tolerance achievable without additional setup and reduce the cost of CNC part production.
What Factors Affect CNC Machining Tolerances?
Factors that influence machining tolerances include the material being machined, the machining process, the tooling, and even the way the part is run on the CNC machine. An understanding of these factors will help to identify parts that do not fit together or cost more than expected.
Material Properties
The properties of the material being machined will influence the achievable machining tolerances. Hard metals will rapidly wear down cutting tools, making it difficult to achieve tight dimensions. Softer metals and plastics will flex, stretch, or compress as they are cut. Some plastics expand with heat, and copper will warp slightly. Without accounting for material properties, a perfectly operating CNC machine could still produce out-of-tolerance parts.
Machining Process
Aluminum Machined Part Quality Inspection
The process by which a part is machined will significantly affect the achievable machining. Each machining process has its own unique capabilities. A 5-axis CNC milling machine can produce complex shapes, but long shafts or thin-walled parts can flex and change dimensions as they are being cut. Small features on complex parts can also drift away from their original dimensions if the wrong machining process is selected. Understanding the machining process that your machine can reasonably produce is a significant consideration.
Surface Finishes
Surface finish operations change the size of a part. Plating, anodizing, or applying a heavy paint coat can add or subtract a few thousandths of an inch. If a part has been previously machined to tight tolerances and the surface finish operation is ignored, the part will likely be scrapped. Surface finishes should always be planned into the overall tolerance strategy.
Cutting Tools
Your tools can affect the accuracy of your finished product more than you think. Using dull end mills, using end mills with the wrong geometry, or having a long reach to cut a deep hole can cause your end mill to flex and throw off the dimensions of your part.
Sharp, properly selected end mills, proper coolant selection, and proper operating procedures help you consistently return to your target tolerance.
Machine and Setup
There are different types of CNC machines available today, but most cannot achieve the same level of dimensional accuracy.
Most CNC machines can hold dimensions to a specified tolerance, typically in the tens of microns range on controlled features, with achievable results depending on machine condition, thermal control, fixturing, and measurement strategy
A well-designed fixture, a calibrated machine, and proper setup are just as important as the actual programming that operates the machine.
The stability of the setup directly affects the variation in the part being produced and should be taken into account when establishing the part’s tolerance.
Machinist Skill
Even the advanced CNC machines still require a skilled operator to produce parts that meet tolerance specifications.
The ability to adjust feeds and speeds based on material type, part geometry, and tool condition, selecting the correct end mills and cutter style for specific operations, recognizing potential deflection during cutting, and making adjustments to compensate for unique characteristics of the part being cut are all critical skills necessary to keep parts within their specified tolerance. Experience is a valuable asset when working with CNC equipment.
When Tight Machining Tolerances Aren’t Necessary
While many parts have strict tolerance requirements to fit with other parts, there are instances where such tolerances are not necessary. Over-specifying tolerances in a part results in excessive tool wear, wasted time, and increased production costs, without contributing to the part’s usefulness. It is equally important to understand when tolerances can be relaxed as it is to know when they must be kept tight. This approach also helps with CNC machining cost calculation, so you can control expenses.
Material Considerations
Some materials are difficult to maintain dimensional tolerances. For example, metals like aluminum and soft plastics like acrylic or polyethylene expand and contract due to temperature changes and forces exerted during cutting, which may cause the tolerance to vary. Therefore, attempting to hold extremely close tolerances when cutting these materials will significantly increase both machining time and scrap rates, and loosening the tolerances is the most practical and economical alternative.
Fit and Assembly
If parts are specifically designed to fit together with some variation, applying looser tolerances simplifies the assembly process and reduces the potential for misalignment. Applying overly tight tolerances in this type of application increases manufacturing complexity and cost, while relaxing them provides an efficient way to produce the parts without compromising their usability.
Non-Critical or Decorative Features
Features of a part that typically do not affect its function (such as surface finish, marks, etc.) generally do not require tight tolerances. Maintaining a high level of accuracy on these features increases machining time and cost without adding any value to the part’s usability; therefore, it is generally best to apply tight tolerances only to those features critical to the part’s function.
Cost
While machining tolerances always add cost, this includes, but is not limited to, higher-quality tooling, reduced cutting speeds, multiple setup changes, and increased inspection. By relaxing tolerances on non-critical aspects of a part, machining time, tool wear, and scrap will be reduced, resulting in lower total production cost while still providing the desired functionality.
Prolean MFG’s Approach to Tight CNC Machining Tolerances
At Prolean MFG, we strive to produce components that meet the engineer-specified tolerances. Unlike some shops, we don’t simply operate our CNC equipment. Instead, we develop strategies to meet the precise specifications and limits outlined in the engineering drawings. We achieve this by developing optimized machine setups, selecting the right tools, and adjusting our processing methods to ensure the parts are produced to the size specifications. This is particularly important for parts that require close fitting or have complex geometries.
In addition to performing a wide variety of machining operations (including 5-axis milling and mill-turn), we also facilitate a range of finishing processes, realizing that surface treatments (coatings, plating, anodizing, etc.) may alter part sizes unless properly accounted for. Each part produced at our facility is inspected and verified to be dimensionally compliant with the specifications, and the measurement results are documented and provided to the customer for verification that the finished product meets their requirements. Contact us for reliable CNC machining service and get an instant online quote!