Aerospace, automotive, medical, and many other industries rely on face milling for some types of parts. This CNC milling technique primarily uses the cutter’s face to remove material from the workpiece.
Unlike what many may think, the term “face” refers to the face shape created on the workpiece, not the position of the teeth on the cutter. So, face milling is commonly used to create flat faces.
Like with many CNC machining techniques, you can achieve various face milling results using different types of face milling tools. The most popular types of face milling are general face milling, high-speed face milling, heavy feed face milling, and finishing face milling.
Work with a partner who knows how to optimize the process, and you will never regret it. Among the issues to be emphasized is the use of the right type of face milling cutter for the desired surface finish.
For these and other issues about the face milling process, continue reading the article.
What Does Milling Mean?
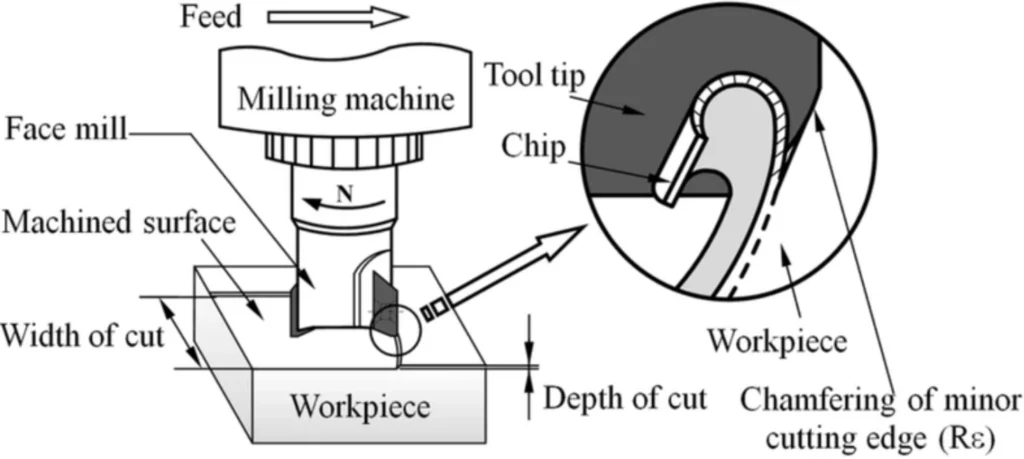
Milling is a common machining process typically performed on the milling machine. The process entails the milling cutter moving in a rotary motion to remove material from a workpiece.
The spindle can be oriented in different positions. The two main types of milling machines are the horizontal milling machine and the vertical milling machine.
The general shape of the cutter is a circle. The cutting-edge setting determines the type of milling.
The results and quality of milling are dependent on several critical parameters. These include face milling tool geometry, face milling tool material, feed rate, face mill cutting speed, and depth of cut, among others.
What is Face Milling?
Face milling, a critical machining method in modern manufacturing, is defined by peripheral inserts and the face of the cutter removing material from the workpiece. The surface being machined is typically perpendicular to the tool’s axis.
A closer inspection shows that the peripheral inserts offer supplementary cutting. Most of the cutting is performed by the inserts on the face. The resulting machined surface is smooth, flat, and even.
Face milling basics
The diameters of most face milling cutters range from 25 mm to 200 mm, whether they are indexable or solid. The exact size depends on factors such as machining force, surface breadth, and type of material.
What is the Function of Face Milling?
Face milling is important in machining processes in the following ways;
- It produces datum surfaces to form the basis of further machining operations
- It is one of the most reliable ways to remove a large amount of material from a workpiece
- It enhances flatness and general surface quality
- It enhances CNC’s high-volume repeatability
Based on these functions, it is not surprising to find a manufacturer starting a machining process with the face milling process. That’s especially true considering the level of dimensional accuracy that the face cutter milling supports.
Different Face Milling Operations
Face milling operations can be categorized into four: General face milling, high feed milling, heavy face milling, and finishing.
General Face Milling
This type of face milling is designed for roughing. It uses standard radius inserts, which remove material faster. We prefer using this method when the workpiece is large and we need to flatten the surface.
High Feed Milling
High feed milling comprises low cutting forces and higher machining speed. It is the ideal type of face milling for tough, lightweight materials. We use it when the process’s emphasis is on lower cost and faster machining.
Heavy Face Milling
This is a more specialized method for removing large chunks of material faster. The cutters are larger so that they can manage larger depths of cut.
Finishing Face Milling
This operation uses specialized face millers to produce a flat, smooth surface. Machinists use wiper inserts, engineered for high-speed, quality finishing. Since even tool marks are rare after this operation, there is usually no need for further processes.
Face Milling Cutter Types
Face milling cutters can be classified by either structure or material. These classifications outline different cutter types as follows.
Classification By Structure
Face cutter milling options under this category are rope face milling cutter, integral face milling cutter, and combined face milling cutter.
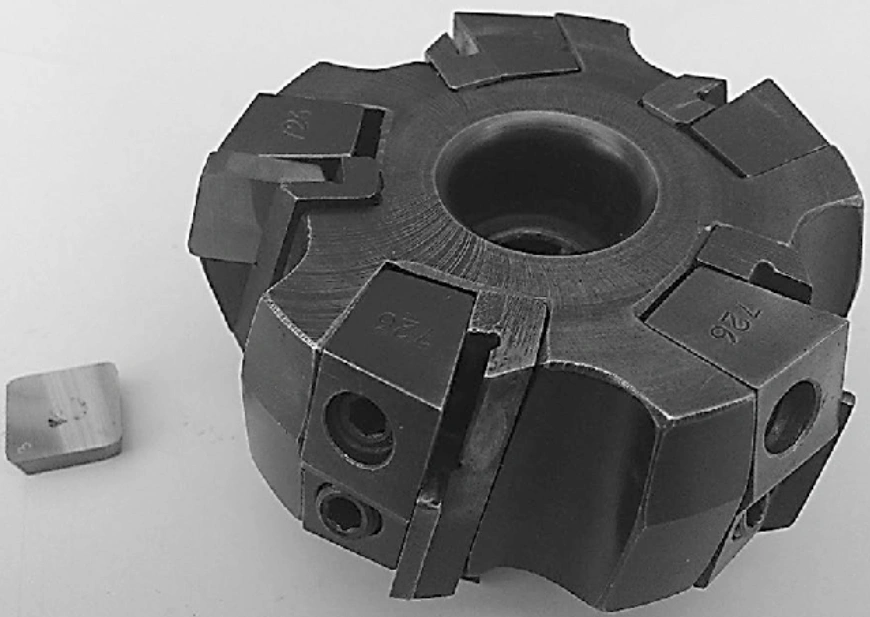
Rope Face Milling Cutter – The face milling tool’s body holds replaceable cutting inserts. In other words, the cutting edges are not permanently fixed to the body. The biggest benefit of this design is enhanced flexibility.

Indexable face milling cutter
Integral Face Milling Cutter – The tool body and cutting edges are built as one. The cutter is accurate and rigid. This design doesn’t allow for indexing or re-tipping.
Combined Face Milling Cutter – This is the type of cutter we use for multiple machining operations in a single pass. For instance, it can slot and face mill simultaneously.
Classification By Material Type
Under this classification, there are options such as ceramics, tungsten carbide, high-speed steel (HSS), PCD face milling cutter, and PVD coating.
Ceramics – Based on ceramic inserts, these cutters are heat-resistant and hard. They are preferable for high-speed cutting.
Tungsten Carbide – This type is made from a combination of cobalt and carbide matrix. It is common amongst machinists because of its balance of hardness and toughness.
Tungsten carbide face milling cutter
High-Speed Steel (HSS) – HSS makes tough and impact-resistant face milling cutters. The material’s limitations are low heat-resistance and hardness. Therefore, we prefer to use this type in less demanding face milling processes.
PCD Face Milling Cutter – PCD stands for polycrystalline diamond. This cutter features a synthetic diamond edge. Due to chemical wear, PCD cutters are only suitable for non-ferrous materials.
PVD Coating – For PVD (physical vapor deposition) coated cutters, HSS or carbide cutters have an extra protective layer on their surfaces. The tools become more wear-resistant and durable. We consider these tools for some high-speed machining jobs.
Face Milling Cutter Features
As the images below show, a face milling cutter has several terminologies and parts, including lead angle, chip slot, cutting edge, and rake angle.
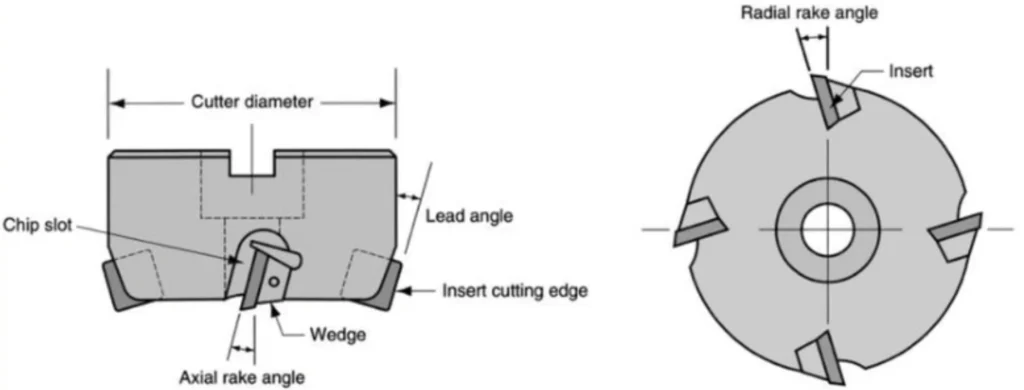
Face milling cutter parts
How To Choose the Right Face Milling Tools
The main consideration when selecting a face milling cutter is the type of finish. We normally choose between finishing and hogging/roughing.
For roughing, the goal is to remove material fast and in big chunks. It removes the material close to the expected dimensions. Finish face milling is then performed to achieve the closest tolerances possible. It also enhances the surface finish quality.
Our machining experts consider these points as well.
- Cutting-edge length
- Milling angle and radius
- Shank diameter
- Cutting diameter
Main Face Milling Parameters
Industrial face milling operations are based on parameters such as feed rate, axial depth of cut, cutting diameter, and number of teeth. Others are the radial width of cut, feed per tooth, and spindle speed.
Feed Rate – This is the linear speed of the face milling cutter across the workpiece, given in mm/min.
Axial Depth of Cut – It is the vertical distance of the cutter into the workpiece.
Cutting Diameter – This is the diameter of the face mill.
Number of Teeth – This is the total number of cutting edges on the face milling tool.
Radial Width of Cut – It is the proportion of the face milling cutter diameter that is engaged with the material.
Feed Per Tooth – The distance the face milling cutter covers for every tooth engagement.
Spindle Speed – The cutter’s rotational speed.
Materials Commonly Used in Face Milling Operations
Face milling of a wide range of materials is used across automotive, aerospace, equipment, and many other industries. From softer materials like aluminum to harder ones like titanium, the options are endless.
Below, we share some common materials and why they are widely used in face milling operations.
Hard Materials for Face Milling
The hard materials include;
AISI 4140 – Used for molds, shafts, and other components for high wear resistance and strength.
Gray Cast Iron – Face-milled parts from the material are common in engine blocks where dimensional stability and vibration damping are critical.
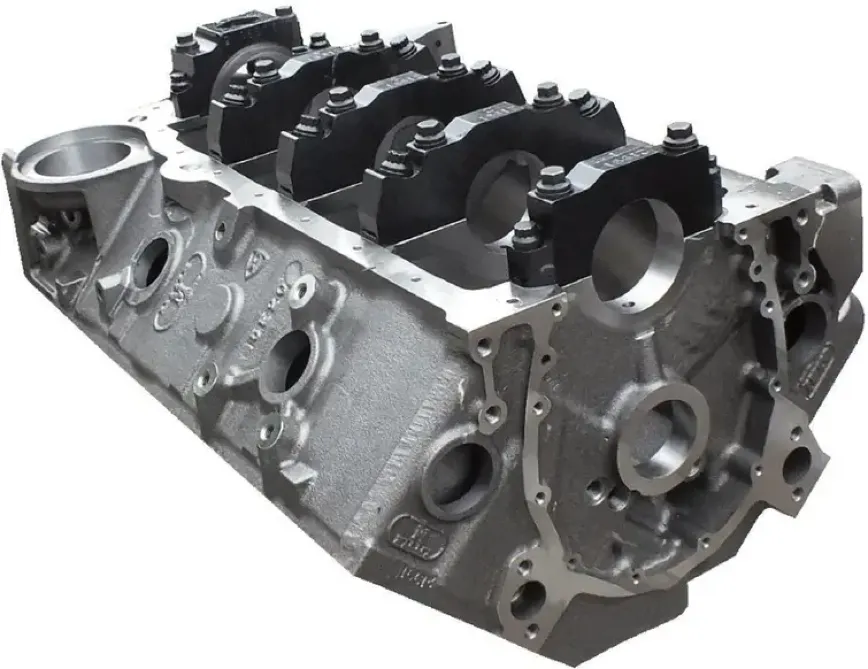
Gray cast iron engine block
D2 Tool Steel – The metal’s parts are widely used in tools for their abrasion resistance and hardness.
Inconel 718 – We can face mill this material to produce your turbine parts or for other applications where high-temperature strength is critical.
Softer Materials for Face Milling
The following softer materials are common in surface milling jobs;
Brass C360 – Highly machinable
Copper C110 – Ideal for electrical components due to its high conductivity
Aluminum 6061 – Very machinable
Aluminum 7075 – Superior strength
Low Carbon Steel A36 – A cost-effective metal suitable for structural applications
Low-carbon steel A36 machined part
Benefits of Face Milling
The benefits of face milling include;
- Effectiveness on flat, large areas
- Rapid material removal
- Excellent surface milling finish
- Minimal tool wear
Limitations of Face Milling
The face milling process has the following limitations;
- Lacks the capability to produce 3D geometries
- Cannot effectively machine narrow pockets, internal corners, and deep cavities
- Requires rigid fixturing/machine
- Inserts can be easily damaged due to improper setup or machining speed/feed rate.
Challenges and Remedies in Face Milling
Every machinist will tell you that the face cutter milling process has its challenges, including insert wear, poor surface finish, thermal cracking, chatter, and others. The most notable ones, alongside their remedies, are captured in the table below.
| Milling Challenge | Remedy |
| Insert wear | Use the right cutting tool material and optimize the face mill cutting speed |
| Poor surface finish | Align the insert height Use wiper insertsOptimize the feed per tooth |
| Thermal cracking | Use the dry machining method where possible Consistent application of high-quality coolant |
| Chatter and vibration | Minimize radial engagement Use a rigid machine and fixture |
| Edge welding – common in aluminum alloys and low carbon steels | Use lubricationIncrease the machining speed |
How Long Does Face Milling Take?
The face-milling cycle may not be fixed. It depends on several factors, including feed rate, spindle speed, depth of cut, and material type. Smaller surface areas are faster to machine, while harder materials like steel can take longer compared to brass.
For instance, face milling a simple brass part can take minutes, while machining hardened steel can take much longer.
What Is the Cutting Speed of Face Milling?
The following are the approximate cutting speeds for face milling of common CNC machining materials. Note that these values can vary based on different factors – depth of cut, tool material, coating, and machine rigidity.
| Material | Cutting Speed (m/min) of Face Milling |
| Mild steel | 70 – 150 |
| Aluminum | 200 – 500 |
| Stainless steel | 50 – 120 |
| Cast iron | 80 – 180 |
| Titanium | 30 – 60 |
| brass/copper | 150 – 300 |
Face Milling Vs. Other Types of Milling
Understanding how face milling compares to end milling, peripheral milling, shell milling, and fly cutting is beneficial. Our understanding of these processes helps in choosing the most efficient and cost-effective option.
What Is The Difference Between Face Milling and End Milling?
The first difference is that the end milling cutter is smaller. Also, the end milling cutter has teeth on the sides and the end, so it is perfect for cutting slots and pockets. The face milling cutter’s teeth are designed for extensive surface milling.
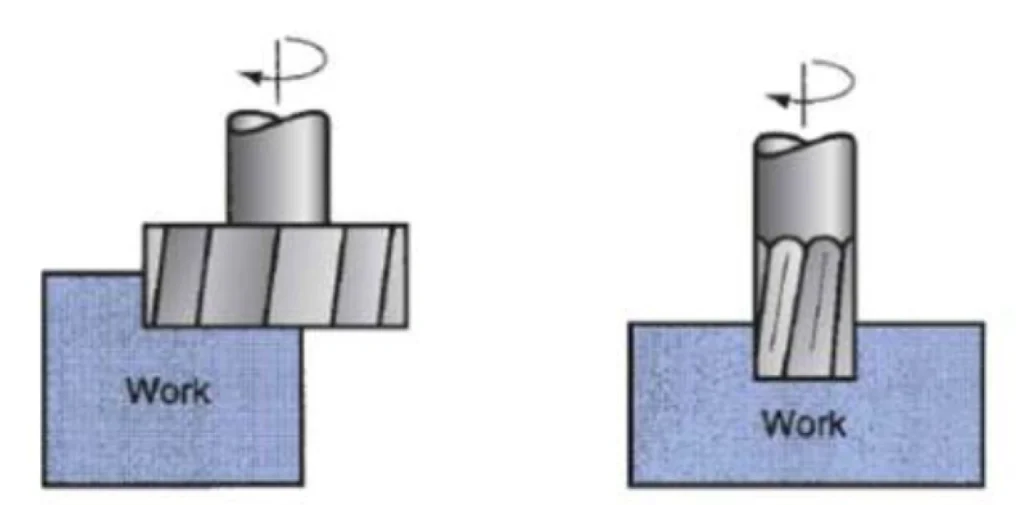
End milling
What Is The Difference Between Face Milling and Peripheral Milling?
The difference here is that while face milling is primarily done using the tool’s face, peripheral milling uses the outer diameter. It follows that peripheral milling is perfect for slots and such shapes, while face milling is designed for flat surfaces.

A peripheral milling cutter
What’s the difference between a face mill and a shell mill?
Here, the most important thing to note is that a shell mill is a type of face mill. But unlike the standard face mill, shell mills are built for high material removal. Shell mills are mostly used in rigid setups.
Face Mill vs Fly Cutter
For these mills, the most notable difference is that while the fly cutter has one cutting edge, the face mill has several. This informs the different applications for the cutters. The fly cutter is for fine finishing, while the face mill is ideal for more balanced cutting.
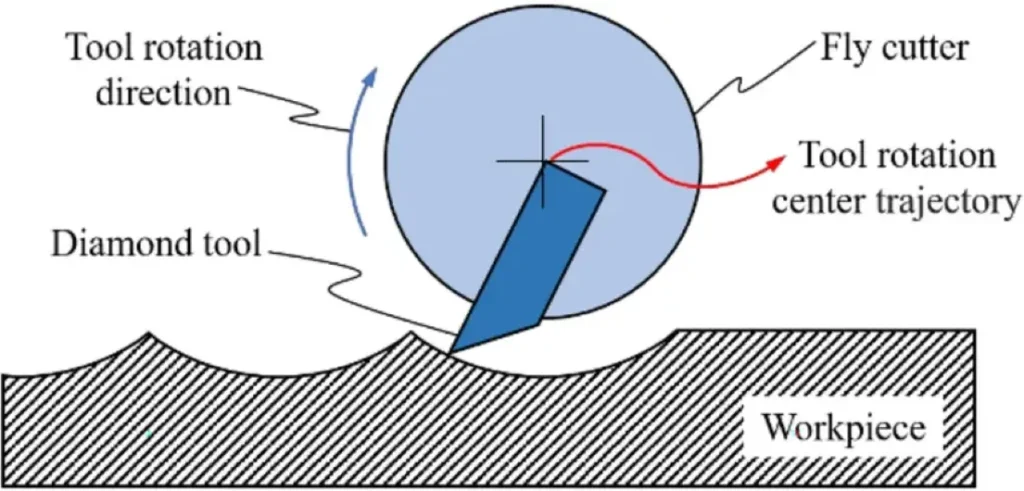
Fly cutter
In Conclusion
When you want to produce flat surfaces on metal or any other material, conveniently and efficiently, the solution is face milling. You only require the right tools, machining expertise, and settings.
As this text has reiterated, face mill cutting speed, feed rate, face milling style, and quality of cutting tools are some of the details that matter. Get these right, and you will realize a difference in the processing quality and time.
Many businesses turn to CNC milling services to get the job done professionally and cost-effectively. If you are looking for slicing expertise, contact us today.