
Sheet metal forming becomes challenging when parts require tight tolerances and accuracy. Most problems start in the design stage. For instance, a bend radius that’s too tight, material that’s too thin, or an incorrect blank layout can cause tearing and uneven stretching.
Process issues also occur when forming is not properly planned. This leads to distorted and inconsistent parts. At Prolean MFG, we focus on optimal material choice, forming method, and tool design together. This helps us avoid common design and process issues and fabricate parts that meet the specs without wasting time. We also keep the process efficient to ensure consistent quality in every batch.
In this article, you will learn the common metal forming operations and how they work. You will also see practical tips for designing parts that can be formed without trouble.
What Is Sheet Metal Forming?
Sheet metal forming illustration
The forming process involves turning flat sheets of metal into functional, 3D parts. Pressure (from a die, punch, and/or press) is applied to stretch, pull, or bend the metal. This creates the required part geometry without removing any material. The forming process uses the die and punch.
Different forming methods produce different forces. For example;
- Bending applies a punch and die to produce sharp, repeatable angles and flanges.
- The deep drawing process involves pulling a metal sheet into a die to form cups, boxes, and other complex shell geometries.
- Stamping produces cuts and formed parts in a single press cycle, providing a quick way to produce large numbers of identical parts.
Sheet metal forming is used for high-volume production, and metal-forming operations achieve fast cycle times. Also, it produces less scrap than machining, making sheet metal an excellent option for producing automotive panels, electrical enclosures, brackets, and structural parts.
Common Sheet Metal Forming Techniques
There are various sheet metal forming techniques. Each method has its own restrictions based on the maximum material thickness, minimum bend radius, and maximum production volume. Choosing the best metal forming technology for the job minimizes waste, increases product strength, and lowers production costs.
Sheet Metal Bending

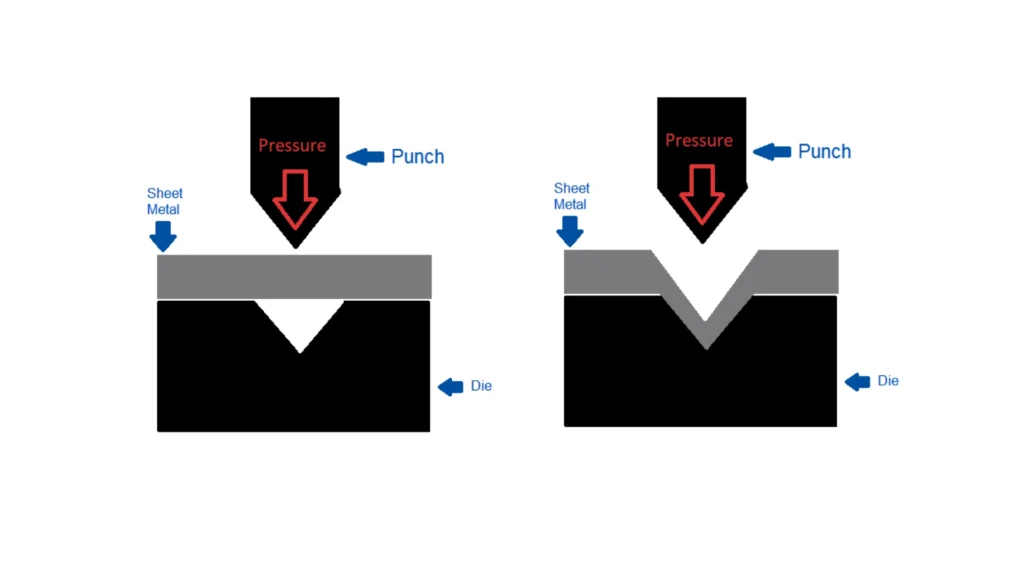
Sheet metal bending
Bending is one of the most popular sheet metal fabrication techniques and is used to make angles and flanges with a punch and die. It can process materials of varying thicknesses but is usually limited to a maximum thickness of 6mm. The key to successfully bending a piece of sheet metal is die clearance. The ideal die clearance is typically 8-12% of the material thickness. The recommended bend radius is at least 1x the material thickness for mild steel and 1.5x the material thickness for stainless steel. If the bend radius is too small, the part may crack. CNC sheet metal bending is commonly used to produce brackets, enclosures, and frames.
Sheet Metal Deep Drawing
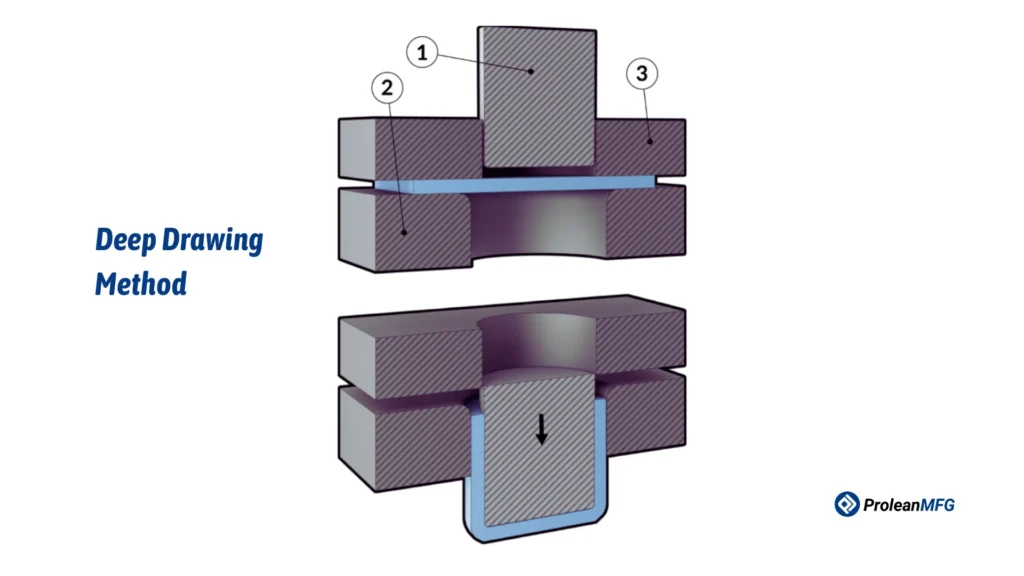
Sheet metal drawing
Deep drawing is a sheet-metal forming technique that uses a die to draw a sheet of metal into a cavity, producing cups, boxes, and other complex shell geometries. Deep drawing is generally suitable for producing shells. It is critical to apply sufficient lubrication to the blank and to use adequate blank-holding force to prevent wrinkling and tearing. Typically, mild steel and aluminum are used for deep drawing applications. Deep drawing is widely used to produce automotive body panels, kitchen sinks, and fuel tanks.
Stretch Forming
Stretch forming is a sheet-metal forming technique that stretches a sheet of metal over a die while maintaining a constant level of tension within the material. As a result, the potential for wrinkles is significantly reduced, allowing smooth, curved shapes. Stretch forming is ideal for large curved panels and curved shapes. Materials with a thickness range of typically 1mm to 5mm are suitable for stretch forming; aluminum and mild steel exhibit sufficient ductility to permit their use. Stretch forming is employed to produce curved panels and architectural components in the aerospace industry.
Sheet Metal Coining
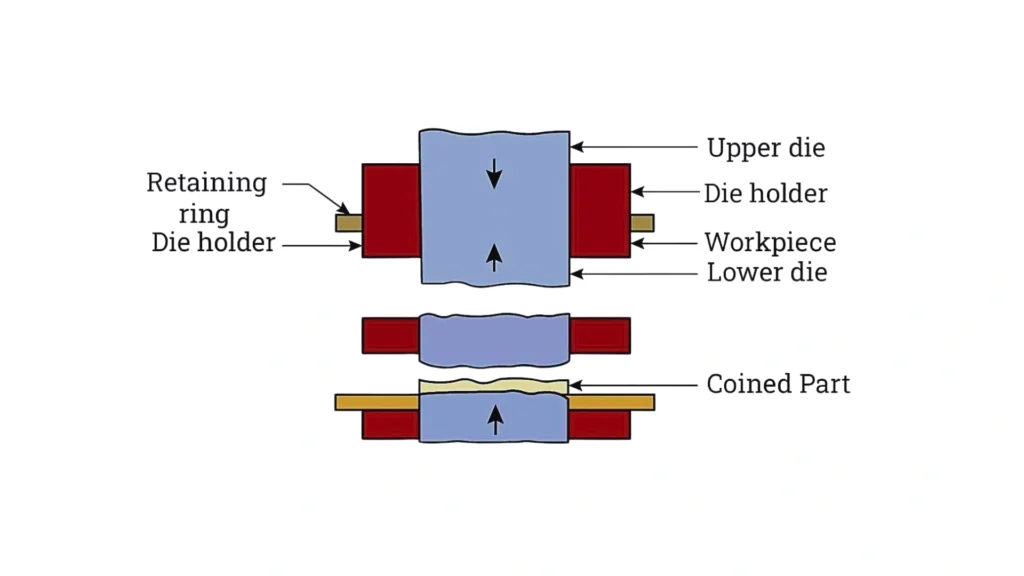
Sheet metal coining illustration
Coining is a sheet-metal forming technique that uses high pressure to compress a sheet of metal, producing sharp features and precise edges. Coining requires robust tooling and a higher force than for typical bending operations, typically over 10-20%. Coining is used to produce parts that require very close tolerances and sharp corners, such as electrical connectors and precision brackets.
Roll Forming
Roll forming is a continuous sheet-metal forming process that employs a series of rollers to successively shape a sheet of metal into a specific profile. Roll forming is ideal for producing long parts, typically ranging from meters to tens of meters in length. Material thickness commonly ranges from 0.5mm to 4mm and is suitable for roll forming. Roll forming provides a rapid and reliable means of producing long parts and relies on well-designed tooling and consistent material properties. Roll forming is employed to produce channel sections, rail sections, and frame profiles.
Sheet Metal Stamping
Stamping is a sheet-metal forming process that uses a press to simultaneously cut and create a sheet of metal in a single press cycle. Stamping is generally used for high-volume production, typically above 10,000 parts. Stamping is ideal for material thicknesses ranging from 0.5mm to 4mm. Automotive panels, appliance parts, and electronic chassis are commonly produced by stamping. Although stamping tooling costs are high, the cycle time per part is extremely short, and it is used for High precision sheet metal parts production.
What are the Challenges Faced During the Sheet Metal Forming Process
Common problems in sheet metal forming can significantly affect the quality and cost of the manufactured product. Many of these problems arise from improper design, incorrect material selection, and/or incorrect process setup. Some of the most common issues in sheet metal forming are given below:
Cracking and Tearing
Cracks develop when a metal is stretched beyond its elastic limit. Cracking is a common problem in bending and deep drawing when tight radii are present. Thin sheets and hard metals are more susceptible to cracking. The primary cause of cracking is either an inadequate bend radius or insufficient material ductility.
Wrinkling
Wrinkles develop when a sheet of metal is compressed rather than stretched. Wrinkling is a common problem in deep drawing and stretch forming. Wrinkles develop when the blank is too large or when the blank holding force is too low. Lack of lubrication also leads to wrinkling.
Spring Back
Spring back is the elastic recovery of a metal after bending and often causes angle inaccuracies and assembly issues. It’s a common problem with stainless steel and other high-strength materials. Incorrect tooling and low bending forces can increase spring back.
Tool Wear and Breakage
High-speed forming of hard materials causes tools to deteriorate quickly. Deteriorated tooling can lead to poor-quality edges and uneven bending. Tool breakage can occur when the die clearance is incorrect or when the press force is too great.
Surface Marks and Scratches
Several factors, such as poor lubrication, dirty tooling, or improper handling of the parts, can develop surface marks. Scratches degrade the part’s appearance and may impair coating adhesion. Surface marks and scratches are common on stainless steel and aluminium parts.
Applications of Sheet Metal Forming
There are many forms of sheet metal forming, but here we will list some of the most common and present them in both practical and straightforward forms.
- Automobile Body Panels and Frames: Sheet metal forming is the preferred method of making automobile body panels, door frames, and chassis components. Automobile manufacturers use deep drawing to produce fuel tanks and inner door panels. Automobile manufacturers also use stamping and bending to make brackets, reinforcement plates, and mounting plates. Automobile body panels and frames must be strong, fit together perfectly, and consistently reproduce specific features.
- Electrical Enclosures and Cabinets: Sheet metal forming is used to make electrical enclosures for electrical panels, switchgear, and server racks. Bending and stamping produce a clean edge and precise holes for fasteners. Electrical enclosures and cabinets must fit together perfectly, withstand load forces, and keep their contents protected from dust and impact.
- Appliances and Consumer Products: Sheet metal forming is used to make appliance doors for refrigerators, washers and dryers, and microwave ovens. Deep drawing is used to make tubs and drums, and stamping is used to make covers and frames. Appliance parts must have a smooth surface and precise dimensions so they can be assembled correctly.
- Industrial Machinery and Equipment: Sheet metal forming is used to make frames, guards, and covers for industrial machinery and equipment. Bending and welding produce robust structures. Stamping and punching are used to create holes and slits for mounting. Industrial machinery and equipment must be able to withstand extended use and maintain precise tolerances to function correctly.
- HVAC Ducts and Air Conditioning Components: Sheet metal forming is used to make ducts, vents, and housings for heating, ventilation, and air conditioning (HVAC) systems. Roll forming is used to create long duct profiles, while bending and stamping are used to make flanges and brackets. Ducts and air conditioning components must have clean edges and precise sealing surfaces.
Design Considerations and Optimization Tips
Here are technical and practical design tips for effective sheet metal fabrication process that reduce scrap, increase strength, and reduce production costs.
Material Selection and Thickness Control
Choose a material that has sufficient ductility and strength to be formed. For example, mild steel (MS) is a forming material, but stainless steel (SS) and high-strength alloys need more pressure and better tooling to be formed. The thicker the material, the less it will spring back after bending. However, consistent thicknesses must be maintained to minimize springback and dimensional errors resulting from thickness variations of ±0.1 mm. Also, do not use thin sheets when drawing deeply into a die because they tend to tear easily.
Bend Radius and Bend Allowance
The bend radius must match the material’s type and thickness. For example, a good rule of thumb for MS is 1 × material thickness, and for SS, 1.5 × material thickness – a smaller radius than recommended increases the risk of cracking. To get accurate final dimensions and reduce rework, choose the correct bend allowance and select the proper bend radius. Use k-factor values based on material and thickness to calculate accurate bend dimensions.
Avoid Sharp Corners and Narrow Sections
Sharp corners create stress concentration and increase the risk of cracking. Use rounded corners with a minimum radius of at least 2-3 times the material thickness. Narrow sections cause tearing during drawing and bending. Keep a minimum width of 4-5 times the material thickness to prevent failure.
Proper Hole and Slot Placement
Place holes away from bend lines and edges. Holes near bends deform and crack the part. A safe rule of thumb is to place holes at least 2 times the material thickness away from bends. Do not place long slots near corners. If you must place a slot, reinforce the area or use a larger radius.
Use Draft Angles for Deep-Drawn Parts
Draft angles help remove parts from dies. A slight draft angle of 1° to 3° is usually sufficient. Without a draft, the part may get stuck in the die and tear. The draft also improves consistency in forming during volume production.
Optimize Tooling and Clearance
The clearance between the tool and the material must match the material thickness and type. Lack of clearance causes burrs, cracking, and/or excessive wear to the tool. Clearance for MS is typically 8-12% of thickness. Clearance for harder materials should be increased to 12-15%. In addition, use proper die radii and punch geometry to produce clean edges.
Contact Us for Reliable Sheet Metal Forming Services
Prolean MFG is a one-stop solution for sheet metal forming services. Our a wide range of capabilities, including laser cutting, bending, punching, stamping, welding, and sheet metal prototyping. Once you send us your design, our engineers will provide free DFM analysis. This helps you catch design issues early and leads to minimal production without unnecessary delays. You can also choose from a range of surface finishes, such as powder coating, anodizing, painting, and more, depending on your part’s needs.
Contact our team today for custom sheet metal fabrication service, and get an instant free quote!

