EDM Machining Definition
Electric Discharge machining EDM is a subtractive manufacturing process that uses a high-energy spark to remove material from a conductive workpiece submerged in a dielectric fluid.
The thermal energy generated from the process can reach temperatures up to 12000°C
This is enough to vaporise the material without any physical contact between the tool and workpiece.
The process is different from conventional machining methods that rely on mechanical forces to shape the material precisely. EDM, on the other hand, uses a controlled spark to remove excess material.
This ability to machine brittle and delicate materials with high precision and detail makes it crucial for industries such as the automotive and aerospace industries.
The EDM Cutting Process in 7 Steps?
The seven basic steps of EDM cutting are detailed below:
Step 1: Analysis To Select Wire EDM or Sinker EDM
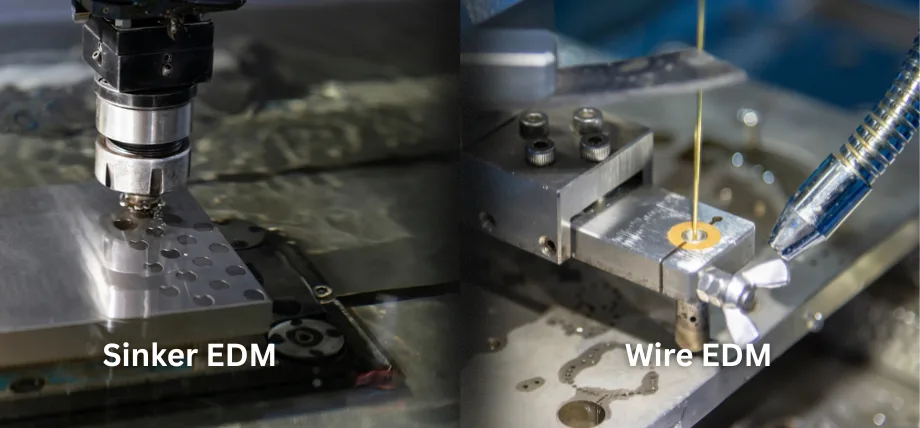
Sinker EDM vs Wire EDM
The choice of wire EDM or sinker EDM depends on the part’s design. Wire EDM works by continuously feeding an electrically charged wire that precisely cuts geometries and intricate shapes, such as gears and contours in parts.
Sinker EDM works by eroding material using an electrode to create complex shapes and cavities in parts. It is commonly used in mould and die manufacturing.
Part geometry, surface finish, and tolerance requirements are the main factors that determine which processes are more suitable for your project.
For example, wire EDM excels in precision cutting, whereas sinker EDM is more suitable for deep grooves and special features.
Step 2: CNC Programming and Parameter Setting
Programming the CNC system and adjusting the parameters are the next steps in the process. This involves the use of CAD (computer-aided design) to create a digital model of the report.
The digital model is then imported into a CAM software that calculates efficient tool paths to minimise cycle time and improve efficiency.
Parameters such as pulse frequency, feed rates, and wire tension are specific to each material.
G-code and M-codes are the fundamental instructing languages that control the CNC process. For example, M03 generates a spark, and G02/03 initiates circular cuts.
Step 3: Workpiece Clamping and Correction
The workpiece goes through several cleaning procedures, such as de-oiling and deburring, to prepare it for the CNC process. It is then secured using clamps onto a sacrificial plate to prevent movement during the machining process.
The workpiece is then aligned according to the machine axis, and the level and thickness are observed and adjusted to ensure that the wire follows the correct tool path.
A small hole is drilled in the workpiece to facilitate the wire EDM process so that the wire can pass through with ease, and proper grounding is established for safe electrical discharge.
Step 4: Wire Preparation and Threading
The wire electrode primarily depends on the parts’ requirements. Some options are mentioned below:
- 0.25 mm Brass Wire: It is an all-purpose wire that is versatile and balances speed and stability.
- Coated Wires: These cost more comparatively but excel in fast rough cutting.
- Fine Wire (0.10-0.20mm): These are commonly used to carve micro features and extremely tight inside radii.
The wire is in constant tension to minimise breakages and deflection. Additionally, dry runs are performed to observe and test the toolpath for accuracy and proper function.
Step 5: Submersion in Dielectric Fluid
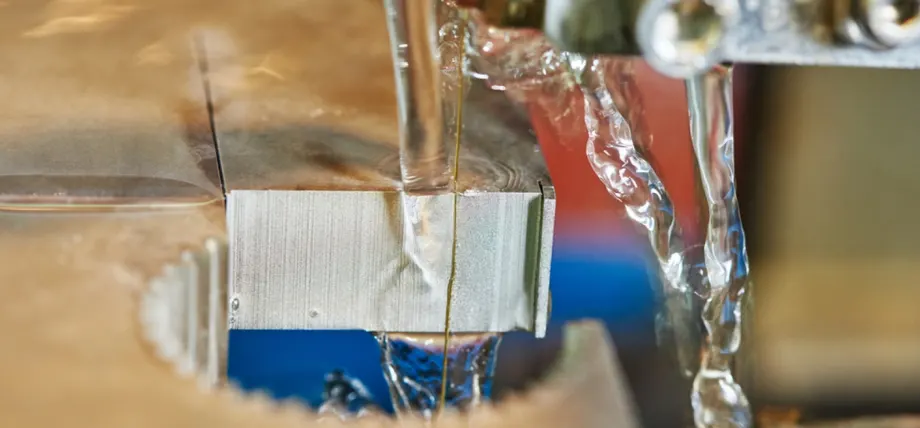
Dielectric fluid for EDM
Deionised water is the standard dielectric fluid used for the EDM procedure. The dielectric serves as a coolant and flushing fluid as well, which is why it must meet the required specification.
Impure or contaminated dielectric fluid is hazardous since it can short-circuit the machine and cause unstable sparks.
Additionally, the fluid has to maintain a specific spark gap as fine as 10 microns and cuter compensation, which is crucial to account for kerf. A 0.25 mm wire with a 0.0155 spark gap results in a 0.28mm wide kerf.
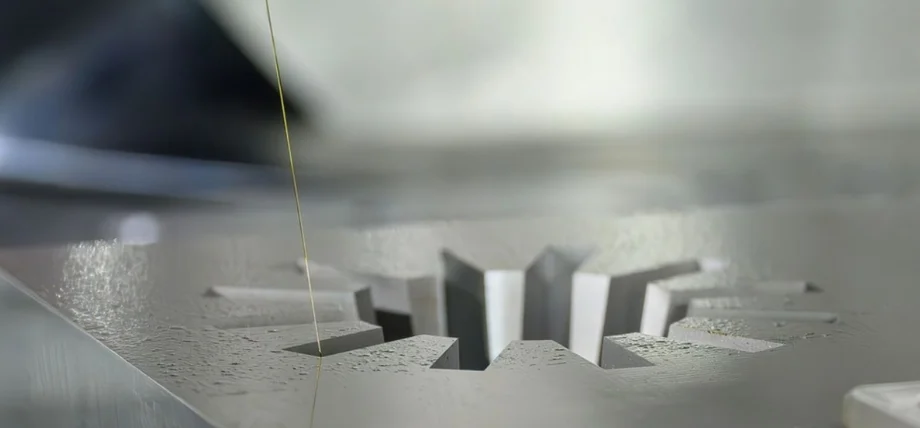
Step 6: Cutting Process
The cutting process starts with a bulk cutting that removes excess material to give the part its general shape. This is then followed by multiple skim cuts that are essential to achieve the tight tolerance.
Refining involves using a high-tension wire to give the part its final profile nd refine it to the surface.
- Roughing: It gives tolerance of ~± 0.02 – 0.05 mm and surface finish as fine as Ra ~2–3 μm.
- Skimming: Skimming refines the Tolerances further to ~±0.005–0.010 mm and the rface finish to Ra ~0.8–1.2 μm.
- Fine finishing: Tolerances down to ~±0.003–0.005 mm and surface finish of Ra ≤0.4–0.6 μm.
Step 7: Inspection
Inspection involves checking the parts to clean any debris and polish them for refined critical applications. Furthermore, the dimensional accuracy and surface finishes are measured using coordinate measuring machines.
This process is critical to ensure that parts meet the required standard of quality and consistency to ensure reliable function.
Guide to Choosing Wire, Diameters, Rates, and Speeds
EDM Wire Selection
EDM wire
The cutting performance depends heavily on the type of wire:
- Brass: Brass is a highly durable copper-based alloy that is cost-effective and has reliable speed and strength.
- Coated Wire(Zinc coated/Diffusion annealed): They are typically used to rough and refine components used in high precision applications
- Tungsten/Molybdenum: These metals have unique properties and are mainly used in medical implants and sensitive applications.
- Fine wire: Used for high precision applications where tight radii and fine cutting are required.
EDM Wire Diameter
There is a small range of diameters used in wire EDM cutting, ranging from 0.10 to 0.3mm.
- Small diameters range from 0.10 to 0.20 mm and are used for complex cuts and tight corners, but run the risk of breakages.
- Larger diameters include 0.25–0.3 mm and are used for their high efficiency at the cost of precision.
Feed Rates
Feed rates are adjusted depending on the material properties. Hard material such as steel requires slow feed rates such as 2-5 mm/min.
Comparatively softer materials, such as copper and aluminium, demand a higher speed rate for a clean and precise cut.
Cutting Speeds
A higher cutting speed is achieved through a combination of high voltage and short pulse duration. The resulting surface finishes from a high cutting speed generally suffer from poor quality.
Normal cutting speeds are a few millimetres per minute to ensure precision and quality in the cut. Real-time monitoring systems integrated into CNC machines optimise the cutting speed and other parameters such as spark gaps.
Technical Tips For The Right Electrical Discharge Machining
- Wire Tension Management: maintaining a consistent tension in the wire minimizes breakages and helps to achieve precise cuts.
- Dielectric Fluid Maintenance: Proper fluid filtration and testing of its insulation help reduce wire breaks and sparks.
- Parameter Optimization: Trial and testing help to adjust parameters depending on the requirements.
- Simulation: Digital simulation helps validate the process and eliminate the risk of errors.
- Grounding: Grounding prevents arcs and ensures stable discharge
- Corner Strategy: Approaching tight corners with creative strategies, such as slowing the speed or rounding it to provide relief, is useful.
- Order of Operations: strategically go through the cutting process by first bulk rough, then skimming, followed by profiling for the best result.
- Small Holes: Drilling a small hole to facilitate the wire EDM process guarantees precise starting points and an overall smooth experience.
What Materials Can be Cut Using Electrode Discharge Machining?
EDM is restricted to electrically conductive materials due to its reliance on electrical discharges. Commonly machined materials include:
- Tool Steels (D2, H13): Tool steels are hard and durable, which makes them a common choice for molds and dies for precision manufacturing.
- Stainless Steels (304, 316): It is typically used in the medical and food industry due to its excellent corrosion resistance and durability.
- Titanium: It is durable and lightweight. This makes it a commonly used material in medical implants and precision components for the aerospace industry.
- Carbides: Carbides are tough and extremely hard, which makes them suitable for machine punches and molds.
- Inconel and Superalloys: They have high temperature resistance and exceptional performance under stress.
- Aluminum and Copper Alloys: These are commonly processed through EDM particularly when intricate shapes or tight tolerances are required, although conventional machining is faster for simple geometries.
Non-conductive materials, such as plastics, ceramics, or composites, cannot be machined using EDM, as they do not conduct electricity.
What is an EDM Machine? And Which EDM Machine is the Right One For You?
EDM machines are classified as CNC-controlled machines. It works by using a high-voltage electrical spark to vaporize the intended material. The primary types are:
- Wire EDM: It uses a thin wire electrode that excels in cutting delicate shapes with high precision and complex features.
- Sinker EDM: the electrode used in sinker EDM is shaped to easily create cavities and fare with 3D profiles.
- Small-Hole EDM: It is primarily used in the aerospace and medical industries to drill small holes
The choice of machine depends mainly on your project requirements and applications. Wire EDM is ideal for precise and intricate components, whereas Sinker EDM excels in creating 3D features and cavities in components.
EDM Machining Services at PROLEANMFG
We provide high-quality zero-tolerance EDM services for all types of parts and components. EDM can help you cut precise molds, channels, and tiny details into your parts that would normally be difficult with traditional machining.
Request a free quote today!
FAQ
What is Electric Discharge Machining?
An electric discharge machine EDM is a computer-controlled process that precisely vaporizes excess material from a conductive workpiece using an electrode to precisely shape it.
How Does Electrical Discharge Machining Work?
Electric discharge machining works by generating a high voltage spark between the electrode and conductive material to instantly melt and vaporize the material.
What is an Electric Discharge Machine?
Electric discharge machines are special subtractive manufacturing machines that guide a special wire electrode or shaped electrode using a computer system to precisely machine parts.
Are Electro Discharge Machines Loud?
EDM machines are quiet since they operate on non-contact methods rather than the mechanical cutting of conventional machining methods. Generally, noise generated under 70 ddecibelsis completely safe for controlled environments