Steel bending is a staple in today’s metal industry. It’s just using special tools and machines to bend metal into different angles or curves without breaking it.
You’ll find bent metal everywhere, from big building parts to small pieces inside electronics. Bending makes strong and precise parts for countless uses.
There’s no one way to bend steel; the method depends on the job. Bending a large curved pipe is different from bending a small metal bracket.
ProleanMFG experts use press brake bending, roll bending, and rotary draw bending. Each method is best for different situations, depending on the metal’s thickness, hardness, the desired curve (bend radius), and what the final part will be used for.
This guide will cover the most common ways to bend steel, when and why each is used, and how to choose the best method for your manufacturing project.
What Is Steel Bending?

Steel Bending
Bending steel into angles, curves, or other shapes without cutting or joining is called steel bending. We do this by pushing or pulling on the steel until it changes shape. This is great because it makes the steel take on new forms and remain strong.
There are two ways to bend steel:
- Cold bending means bending the steel at room temperature.
- Hot bending means heating the steel before bending.
It depends on how thick the steel is, what kind of metal it is, what shape you want, and how many parts you need to make.
Different Steel Bending Methods Used in Industry
Here are the most common ways to bend steel. Each has its use cases based on geometry, sheet thickness, part complexity, and production volume.
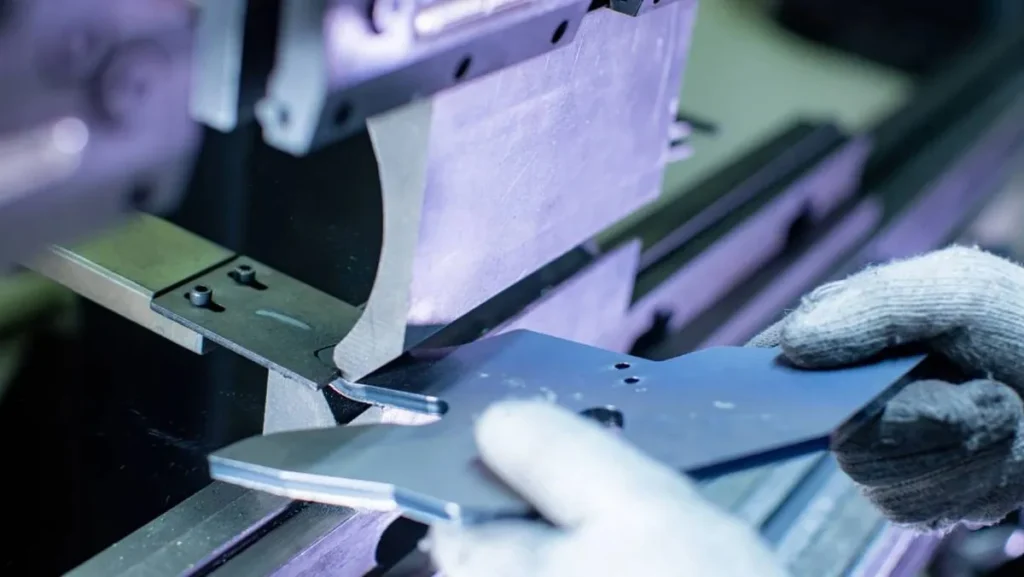
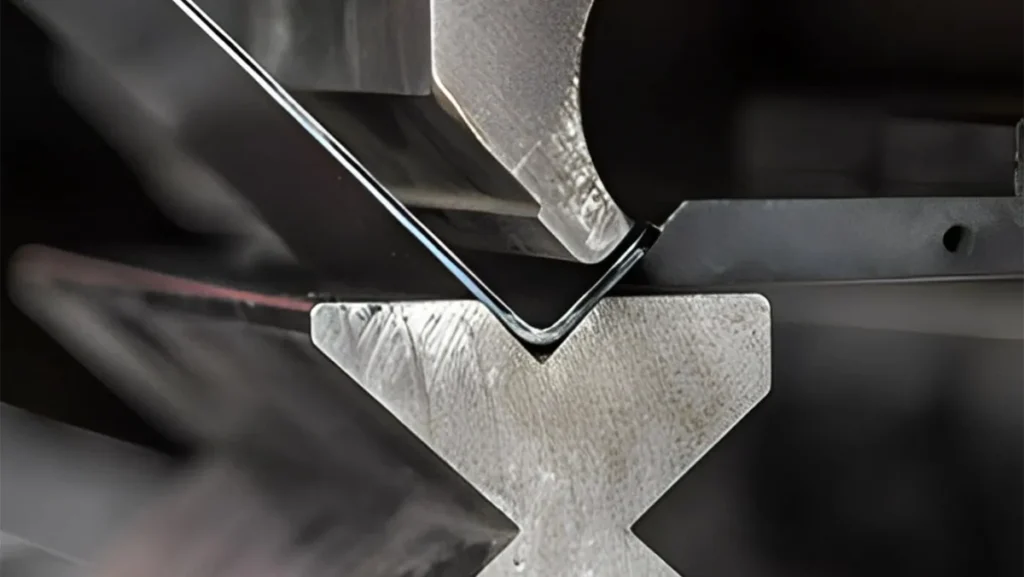
1. Air / Press-Brake Bending

Air/Press-rake Bending
It’s the most common way to bend sheet metal. A machine called a press brake does the work. This machine has two main parts: a top tool called a punch and a bottom tool called a die. These two parts work together to bend the metal into shape.
This is used for standard sheet metal parts like flat panels, support brackets, and connecting flanges. The bending is done when the metal is cold.
There are three ways this can be done:
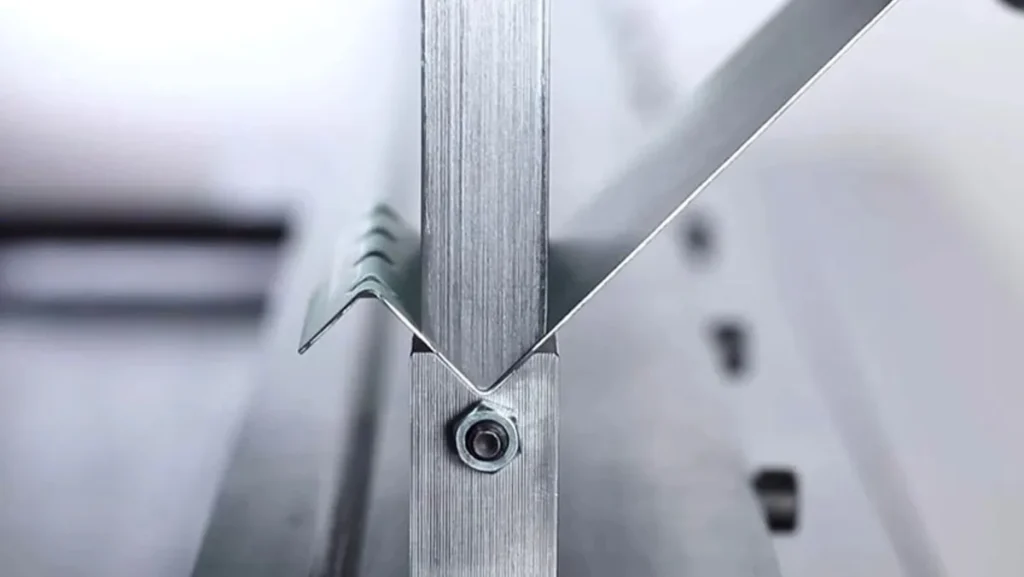
Air Bending

Air Bending Steel
The punch pushes the metal into the die, but does not go down all the way – it is called air bending. It allows for different turning angles with a single tool set, which offers great flexibility. While traditionally considered less accurate, modern CNC press brakes and precision tooling now enable high accuracy in air bending as well.
Bottoming
Bottoming Steel Bending
The punch goes all the way into the bottom die, creating a sharper and more accurate bend. It reduces springback.
Coining
Coining in Steel Bending
This uses very high pressure to push the metal all the way into the die, fully forming the bend. Most precise but requires more force and energy.
This is great for cold-bending sheet metal and is used in most metal fab shops.
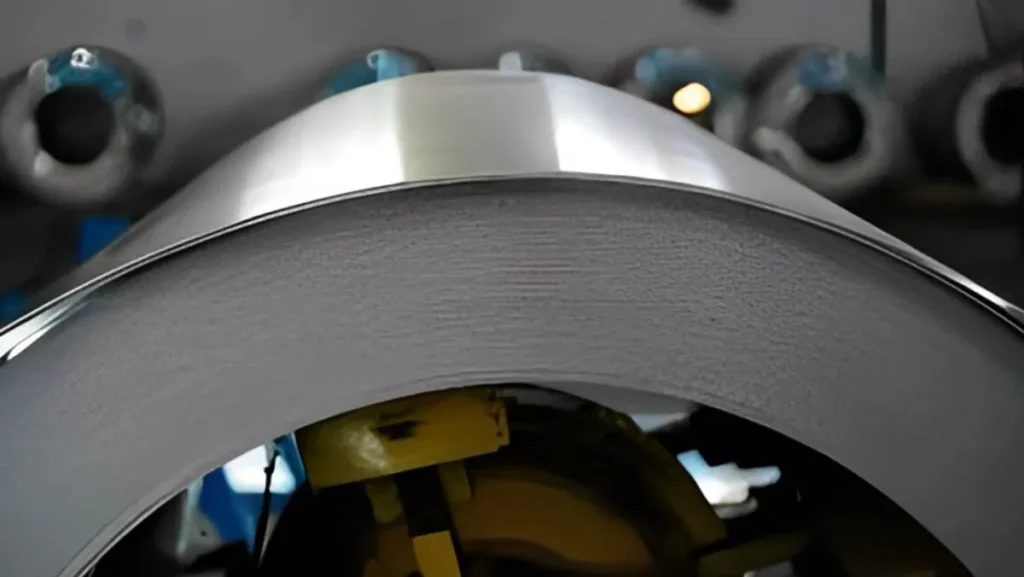
2. Roll Bending

Roll Bending Steel
Roll bending is a way to make big, curved metal shapes like pipes, tanks, or big rings. This is usually done as a cold-forming process, although in rare cases, thicker or harder metals can be slightly heated to ease the bend.
This process uses a machine with three rollers that slowly bend a flat piece of metal into a curve or even a complete circle. There are a few types of these machines:
- 3-Roll Machines: Three rollers. The top one pushes down on the metal, and the two on the sides help create the curve.
- Pyramid Rollers: These are used when you need to bend very thick metal.
- Double-Pinch Rolls: These are great because they can curve both ends of the metal sheet from the start. It gives you more control and prevents flat sections from forming in your curved piece.
You can use this method to bend thin to medium-thick metals when cold. For thicker steel, it’s usually done when the metal is hot. It’s an excellent method for making significant metal parts found in buildings, storage tanks, and various piping systems.
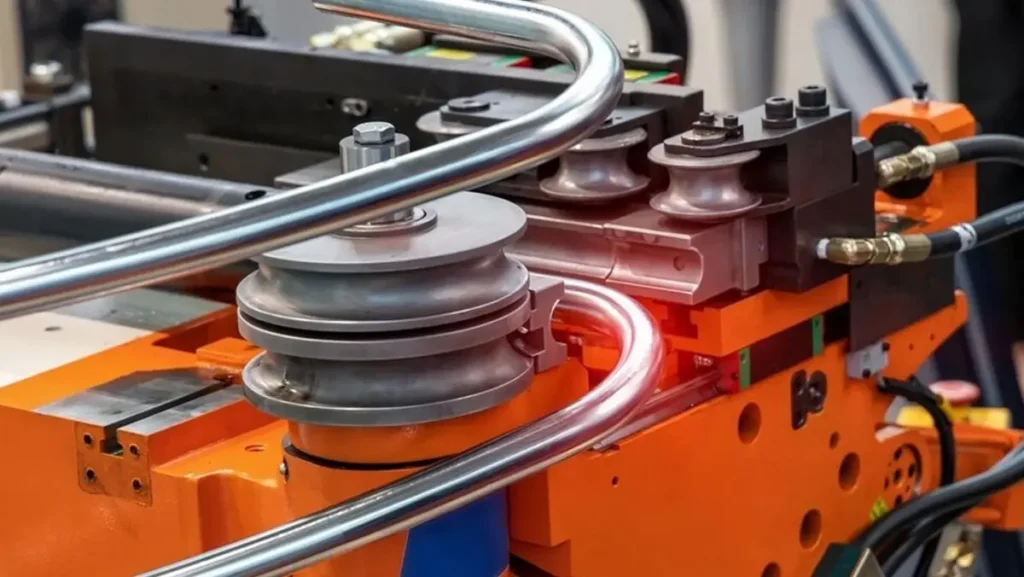
3. Rotary Draw Bending

Rotary Draw Bending
This is good for tight, precise bends in tubes and pipes. Done when metal is cold, no heat.
Here’s how it works: A special tool called a die spins and pulls the tube around it. A clamp holds the tube in place, and the tube bends to the shape of this spinning tool.
Rotary draw bending is good at making smooth, accurate curves in round tubes without squishing them. You’ll see this used for things like car roll cages, furniture frames, and aeroplane tubing.
4. Mandrel-Assisted Bending
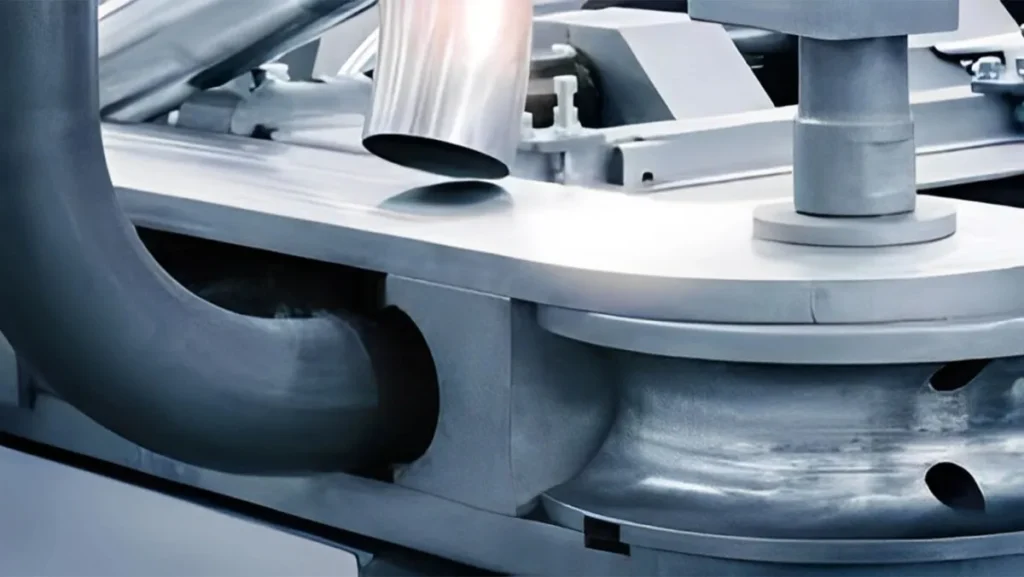
Mandrel-Assisted Bending Steel
This is used for bending thin-walled tubing smoothly while preventing wrinkles or collapse.
Think of it like a regular bending machine, but with a special support rod called a mandrel inside the pipe as it bends. This mandrel acts like an internal brace to stop the inside wall of the pipe from wrinkling or collapsing.
Good for things like car exhaust pipes or medical tubes, or really any part where the tube must hold its original shape and strength after it’s been bent.
5. Induction Bending
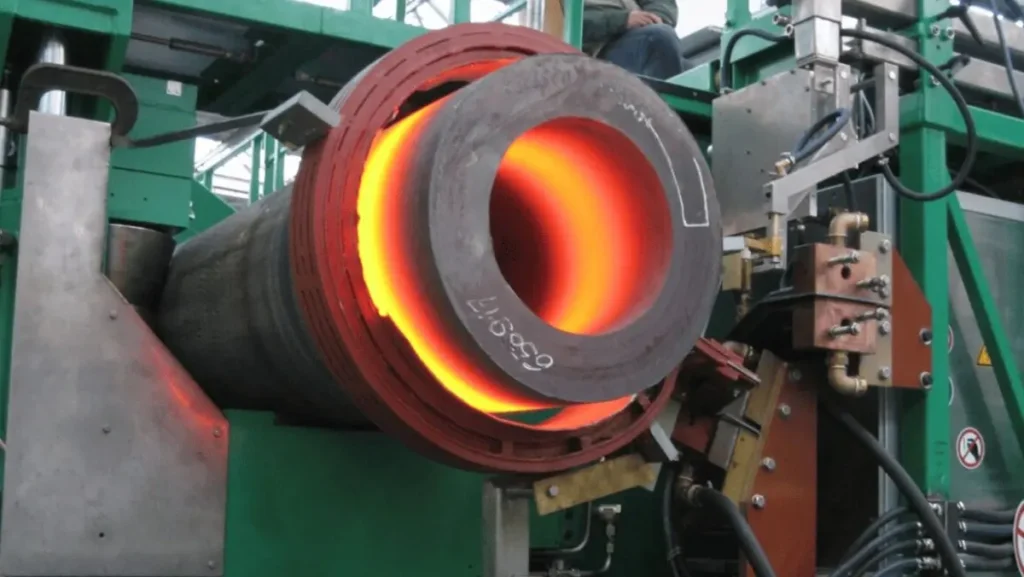
Induction Bending Steel
Induction bending is a clever way to bend large steel pipes or beams. Imagine heating just a small part of the metal with an electromagnet. That spot gets super hot and easy to shape. Then, a machine gently pushes the pipe or beam into the desired curve.
This is great for short, tight bends in thick, heavy material. You’ll see it used in pipelines for oil and gas, power plants, and significant buildings. It’s perfect when you need to bend very strong, thick pieces smoothly.
6. Incremental / Step Bending
Incremental/Step Bending
This method is used to make big, curved shapes with a press brake.
Instead of making one big bend all at once, we make the curve by making many slight bends, one after another. This step-by-step process helps us get a smooth curve that’s very close to what a roll-bending machine would produce.
We use this method when a roll-bending machine isn’t around, or for one-offs or small quantities of parts. The bending is done cold, meaning we don’t heat the material first.
7. Compression & Wipe Bending
Compression & Wipe Bending
Imagine a flat sheet of metal positioned along a die. A punch then presses down on the sheet, forcing it to conform to the die’s shape—this process is known as the wipe bending, usually used to make flanges in the sheet metal.
Quick and easy to bend wires, tubes, and flat metal strips.
Wipe bending is a type of compression bending. It’s like gently pushing the edge of a thin sheet of metal around a sharp corner to bend it. It is not suitable for thick or tough metals, but it is perfect for thin pieces and when you need to make the same bend many times.
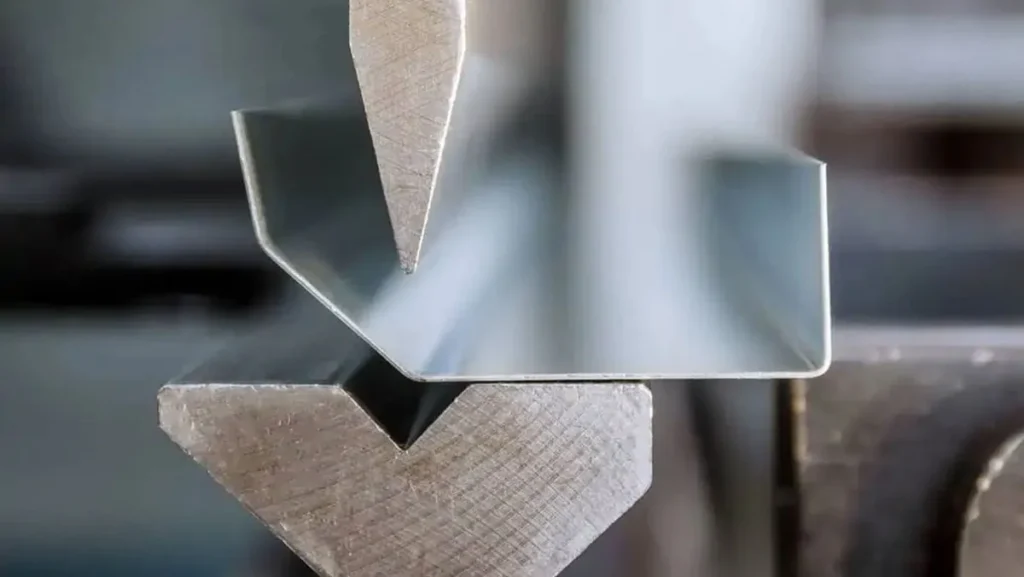
8. Three-Point Bending
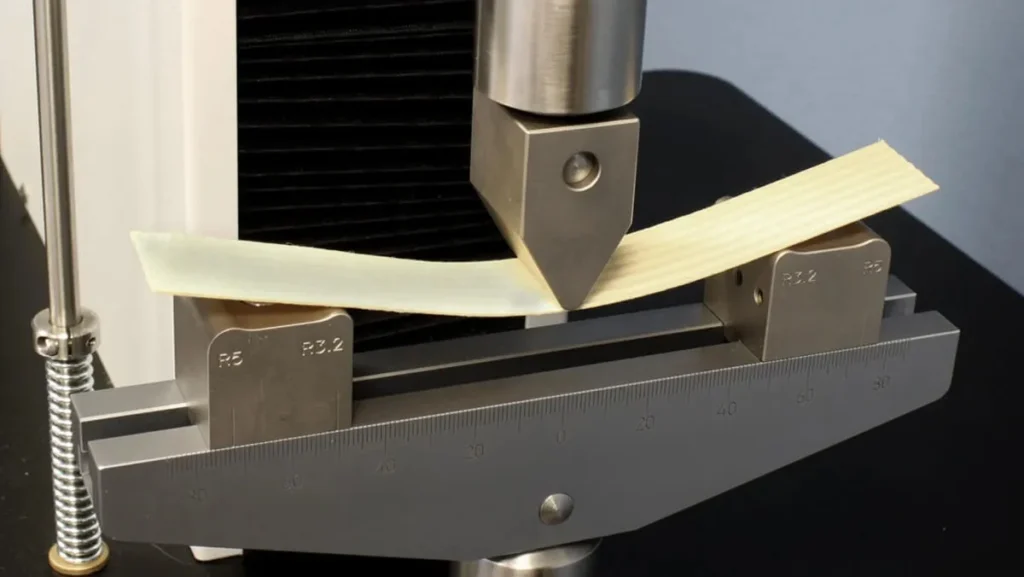
Three-Point Bending Test
Three-point bending is primarily used in material testing to measure flexural strength, though it can occasionally be used for forming small-batch precision parts in lab settings.
Here is how it works: the metal piece sits on two supports, and a device called a punch pushes down on the exact middle of the piece. This pushing action causes a bend.
This is a slow process, but you have excellent control over the angle of bend, which is suitable for thin metals or when you are testing new designs.
9. Folding / Edge Bending
Folding / Edge Bending
This method is excellent for creating sharp, straight folds in metal sheets. You clamp the metal down, and then a special arm folds the edge up or down.
Since it is a cold process, it does not heat the metal, which looks good on the surface and prevents scratches.
It is perfect for things such as boxes, pans, and enclosures, which are cleaned, accurately bent in electrical cabinets and ducting.
10. Elastomer, U- & Joggle Bending

Elastomer, U- & Joggle Bending
Elastomer bending is a way to make smooth bends without damaging delicate surfaces. Instead of a hard metal tool, it uses a soft rubber pad. This is perfect for parts where they matter a lot, such as aerospace, electronics, or decorative items.
Joggle bending is used to make a minor step or offset in a material. This is easy when you need two flat pieces to fit with a little overlap. Both methods are cold bending, which means they do not use heat to shape the material.
Step‑by‑Step: How a Bend Is Made

Itep-by-Step: How a Bend Is Made
1. Choosing and Getting Your Metal Ready
Before you start bending, choose the right type of steel (light, stainless, or strong) based on how strong it should be, if it needs to resist rust, and cost. Check how thick the metal is and how tightly you want to bend it.
This will help you find out how much the metal will stretch. Clean off any rust or rough edges and mark where you want to bend so that you can line the metal correctly.
2. Setting Up Your Machine (Tools and Stops)
Choose the right tools for your bending machine, punch, and die, roll, or bar. Make sure that the punch curve matches your intended curve in the metal.
Line up your tools, set the stops so that each turn is the same, and tell the machine how fast to bend and how much force it is. Double-check that all safety features are on and put some grease at the contact points to prevent scratches.
3. Heating the Metal (Hot or Induction Bending)
For hot bending, you heat the whole area where you’ll bend, usually around 800-1000 degrees Celsius. This makes thick metal easier to bend. With induction bending, a special coil heats only a small part of the metal; the rest stays cool.
This allows you to make tight curves without warping. Use a heat gun to check the temperature and then cool the metal in a controlled way to keep its new shape.
4. Making the Bend and Controlling Speed/Pressure
Start bending slowly to let the metal form without cracking. For machines that push down, find the right balance between how fast it moves and how much force it uses. Too fast will tear the metal, and too slow will make it too hard to bend more.
For machines that roll or spin the metal, keep the feeding and spinning speeds steady. If bending thin pipes, use supports inside to stop them from collapsing.
5. Dealing with Spring-Back, Wrinkles, and Warping
Steel tries to straighten out after being bent – this is called spring-back. To fix this, bend a little more than you need to or use methods that force the metal into the final shape for critical parts.
Use supports or internal pressure (for pipes) to stop wrinkles. Check for cracks, bending, or wrong flange lengths and adjust your tools or process if needed.
6. Checking, Finishing, and Quality Control
Use special tools to measure the bend angle and check that it’s correct. Check the flange length, outside curve, and overall size against your drawings.
Remove any rough spots, polish or coat the surface, and note all your checks for quality tracking. Finally, you test the part to see if it fits where it’s supposed to.
Types of Steel Best Suited to Bending
Not all steels bend the same way. Some are flexible and easy to shape, while others may crack or resist bending due to their hardness.
Choosing the correct type of steel is key to smooth bends, no material waste, and meeting your project’s strength and performance requirements.
1. Low‑Carbon Mild Steel

Low-Carbon Mild Steel
This is the most common type of steel when you need to bend metal. It’s easy to bend without breaking because it’s soft and stretchy.
You can use any bending method, and it won’t crack.
It also springs back very little after bending, so it’s easy to control the shape. You’ll find this steel in cars, air conditioning systems, and many everyday metal items.
2. HSLA & Micro‑Alloy Steels
HSLA & Micro-Alloy Steels
These steels are much stronger and resist rust better. However, their strength also makes them harder to bend. There’s a higher chance they might crack if you bend them too sharply.
Often, you need special bending machines that support the inside of the bend (like rotary draw or mandrel-assisted) or even heat them before bending.
Even though they’re harder to work with, they’re perfect for parts that need to hold a lot of weight, like in buildings and vehicles.
3. Austenitic Stainless Steels

Austenitic Stainless Steels
Types like 304 and 316 are popular when you need metal that won’t rust, like in food factories or hospitals. They tend to spring back a bit after bending, so you might need to bend them a little extra or press them really hard to get the exact shape.
You can use standard bending methods, but you’ll need lubrication to prevent galling—a surface damage issue common with stainless steel. Also, bend them at a controlled speed and don’t let them get too hot, or they might warp.
4. Galvanized & Pre‑Painted Sheet Considerations
Galvanized & Pre-Painted Sheet Considerations
These steels have a special coating on their surface (either zinc for rust protection or paint). You need to be extra careful when bending them so you don’t damage this coating. Use soft bending tools or tools with padding to protect the surface.
If the zinc layer cracks or the paint chips off, the steel underneath can start to rust. Try to avoid sharp bends or pressing too hard, as these can cause microcracks in the zinc coating—leading to rust even if the surface appears intact.Try to avoid really sharp bends or pressing too hard to keep the surface looking good.
Tips for High-Precision Metal Bending
Bending metal is more than just having the right machine. Here are some simple tips to get it right:
- Know your metal: Understand how the metal you’re bending will behave.
- Calculate carefully: Always figure out the exact length needed for your bend to avoid mistakes.
- Choose the right tools: Use the correct punch and die to prevent the metal from deforming.
- Watch for springback: Metal will often spring back after bending—sometimes significantly, especially in high-strength steels or aluminum alloys—so overbending is usually required to achieve the desired.
- Test first: Always test a small piece before making all your parts.
ProleanMFG makes sure every metal part you order is accurate, strong, and works as you need it to.
Applications of Steel Bending in Industry
Applications of Steel Bending
Metal bending is used in many industries:
- Automotive: Structural components, brackets, fenders
- Aerospace: Engine mounts, tubing, framing
- Construction: Beams, pipes, wall framing
- Electronics: Enclosures, device brackets
- Medical Devices: Precision surgical tools, frames
Every bend at ProleanMFG is custom to your part design and function.
Conclusion
Choosing the right steel bending method can make all the difference in your product’s strength, appearance, and cost.
Whether you’re working with thin sheet metal or heavy tubing, choosing the proper technique will avoid springback, poor bend radii, or failed parts.
ProleanMFG combines design support with advanced bending tools to make sure every metal bend meets your expectations.
Get a Free Quote Today and let us bend your steel for you.