
High-speed machining (HSM) is an advanced form of CNC machining fundamentals that utilizes high spindle speeds combined with rapid feed rates and optimized toolpaths to maximize material removal rates without compromising precision or surface finish.
Traditionally, machining meant heavier cuts at slower feeds. However, HSM stands for machining involving very light cuts at very high speeds.
It uses advanced machines and tooling, along with CAM software for greater productivity, shorter cycle times, and longer tool life.
This article describes the primary processes, compares them with conventional CNC machining, evaluates some of the best machines, and discusses some of the applications in detail.
What are The High Speed Machining Processes?
High-speed machining encompasses several specialized techniques, each tailored to specific machining challenges. These processes ainclude High-speedMilling (HSM)
High speed CNC milling involves high-speed rotation of the spindle and rapid feed rates combined with low axial depths of cut (usually 5-15% of the tool diameter) and high radial engagement. It tries to maximize material removal rates (MRR) with minimum tool wear and heat generation.
Constant tool engagement strategies are adopted, such as those provided using modern CAM systems, to guarantee consistent chip loads.
For example, milling titanium at surface speeds between 200 and 600 ft/min with feeds of 0.002 and 0.005 inches per tooth can triple the productivity when compared to that of conventional milling.
HSM is best suited to structures with complex geometries like those found in molds and the aerospace industries because of its ability to maintain accuracy at high, variable speeds.
High-Speed Turning
High-speed turning employs high spindle speeds (often 5,000-20,000 RPM) and rapid feed rates to remove material from rotating workpieces. It is used for cylindrical parts, such as shafts and fittings, and is effective for materials like aluminum and stainless steel.
The process minimizes cutting forces by using small depths of cut and high surface speeds, reducing thermal distortion and improving surface finish. Such techniques are commonly used in precision CNC turning services for high-speed production of cylindrical components.
For instance, turning aluminum at 20–60 m/min with an appropriate tool and coolant can produce acceptable tool life and surface finish (~1 µm).
Plunge Milling

Plunge milling
Plunge milling, also known as Z-axis milling, involves the cutting tool being fed in a linear manner into the workpiece along the Z-axis, similar to a drilling operation. This method is best-suited for roughing deep cavities and pockets because the cutting forces act axially, reducing tool deflection.
It is common for plunge milling to inefficiently remove material at feed rates over 0.025 inches per tooth, often in hard materials such as Inconel.
Though special tooling is needed, for example, twist drills or specialized plunge cutters, to withstand the heavy axial forces, plunge milling is not the best option for finishing work. Those forces resist smooth cutting, but it’s good for fast stock removal.
Trochoidal Milling
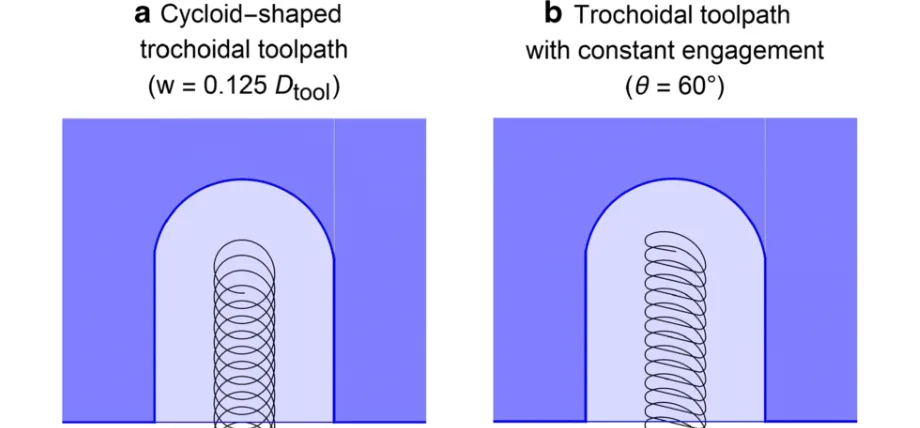
Trochoidal milling
Trochoidal Milling adopts circular toolpaths with small radial depths of cut (10-20% of tool diameter) and full axial depths of cut, while maintaining a constant chip thickness.
This helps reduce cutting forces and heat build-up, which is beneficial for slotting and machining hard materials such as titanium and stainless steel. 1-inch endmills machining 1018 steel at 1,000 SFM, with a 10% stepover, and a feed of 0.025 inches per tooth can be ideal for tool life and MRR optimization.
They are generated by CAM software like Volumill to avoid sharp corners, allowing consistent feed rates and reduced tool wear. This technique is widely used for roughing narrow pockets and complex contours. These advanced toolpaths are especially effective in complex 5-axis machining operations where constant tool engagement is critical.
Adaptive Roughing

Quick roughing passes
Adaptive roughing adjusts cutting parameters based on material conditions and tool engagement dynamically.
Looping toolpaths are used to retain a constant tool engagement angle, normally between 20 and 40% of the tool diameter, for maximum MRR and minimum tool wear. Adaptive roughing should maintain constant tool engagement, typically 20–40%, tuned for feed rate and surface speed—e.g. 2,800 RPM with a 1/2″ endmill.
It will achieve a depth of cut of 0.185 inches per pass. Integration into CAM platforms such as Fusion 360 lets them generate toolpaths to avoid too much engagement, increasing roughing efficiency.
Helical Ramp Entry
In the helical ramp entry process, the workpiece is entered with a helical toolpath, and the depth is gradually increased to diminish loading shocks onto the tool. This method is ideal for pocket machining when entering hard materials to maintain tool stability.
For instance, a helical ramp having a 3-5° entry angle with depth increments of 0.1-0.2 inches per revolution will minimize tool deflection and provide for smooth transitions.
This method is generally used in conjunction with trochoidal or adaptive machining to optimize deep-pocket milling.
Core Milling
Core Milling is a process where the core area of a workpiece is machined, especially for mold and die production, with the help of high-speed spindles and small-diameter tools.
Light radial cuts (10-15% of tool diameter) coupled with high feed rates ensure precision and good surface finish.
Core milling works well for small intricate features such as micro-cavities for injection molds and can benefit from the use of direct-drive spindles to avoid vibrations caused by gearboxes.
For instance, machining P20 tool steel with a 5-flute endmill at 4X MRR demonstrates core milling’s efficiency in die/mold applications.
High Speed Machining VS CNC Machining
High Speed Machining (HSM) and conventional CNC machining differ significantly in their approach to cutting parameters, toolpaths, equipment requirements, and applications.
This table lists the major distinctions in the machining concepts and practices in milling and turning:
| Aspect | High Speed Machining (HSM) | Conventional CNC Machining |
| Spindle Speed | Typically >10,000 RPM, often 15,000-30,000 RPM for enhanced material removal rates. | Typically 1,000-8,000 RPM, suited for heavier cuts with slower speeds. |
| Depth of Cut | Light axial depths (5-15% of tool diameter) to reduce cutting forces and heat generation. | A deeper increase in tool diameter) in increasing cutting forces and tool wear. |
| Feed Rates | High feed rates (0.025 in/tooth) to maximize productivity and minimize cycle times. | Lower feed rates, prioritizing stability over speed. |
| Toolpaths | Advanced CAM-driven paths (trochoidal, adaptive) for constant chip load and reduced wear. | Linear or simple toolpaths are less optimized for efficiency. |
| Tool Life | Extended due to lower cutting forces; up to 500% longer in optimized conditions. | Shorter due to higher forces and heat, requiring frequent tool changes. |
| Cycle Time | Reduced by up to 50% through rapid material removal and optimized toolpaths. | Longer due to slower speeds and less efficient toolpaths. |
| Equipment | Requires rigid machines, high-acceleration axes, and balanced tool holders (HSK). | Standard CNC machines have lower rigidity and simpler control systems. |
| Applications | Complex geometries, high-volume production, hard materials (titanium, Inconel). | Simple parts, small production runs, or materials requiring heavy cuts. |
| Cost | Higher initial investment in machines, tools, and CAM software; skilled operators are needed. | Lower cost, more accessible for general-purpose machining. |
High-speed machining is used for mass production and the production of complex works, depending on high-speed tool-paths for higher efficiency and greater precision.
For example, it may save the cycle time by 50-75% in the trochoidal milling of titanium. However, it calls for further development and advanced knowledge for the machines to support.
Conventional CNC machining applies to cuts that are rather simple or where cost restrictions prevent the upgrading of machines.
Best High Speed Machines:
Okuma MU‑5000V

Okuma MU‑5000V
Okuma’s MU-5000V is a 5-axis vertical machining center meant for high-speed work. It has a direct-drive 15,000 rpm spindle (optional 20,000 rpm), a maximum feed rate of 36m/min, and a rigid double-column structure for stability.
The thermo-friendly concept ensures that the machine compensates for thermal deformation, guaranteeing accuracy during prolonged HSM operations.
The OSP-P300MA control system permits complex toolpaths, including trochoidal and adaptive milling, for aerospace and mold-making activities.
The MU-5000V has a 32-tool magazine that works together with axes with extreme acceleration to enable very fast tool changes and dynamic movements, which helps in reducing cycle times.
Makino D200Z

Makino D200Z
Makino D200-Z is a 5-axis machining center designed for HSM with a 30,000-rpm spindle and feed rates up to 60 m/min.
The direct-drive spindle eliminates gearbox vibrations, improving finish quality. D200Z uses Makino SGI.5 control technology to minimize lag in processing complex toolpaths, supporting techniques including trochoidal milling and helical ramping.
Its compact footprint and extreme rigidity also make it perfect for precision parts such as injection molds and aerospace components. The machine’s spindle load monitoring prevents tool and spindle damage, ensuring reliability during aggressive HSM operations.
What Type of Parts Can Be Made Using HSM?
High-speed machining is performed in industries to manufacture parts with intricate geometries, very tight tolerances, and excellent surface finishes. Below are a few examples of parts manufactured using HSM that portray their features and applications:
Aerospace Turbine Blades: Turbine blades are machined from titanium or Inconel by trochoidal milling at surface velocities of 200-600 SFM. HSM imparts intricate airfoil shapes with a tolerance of ±0.0005 inch. This results in a surface finish of less than Ra 1 μm to ensure aerodynamic efficiency, which is a very critical parameter for jet engines.
Automotive Engine Blocks: Using mostly high-speed milling, HSM produces aluminum engine blocks with intricate cooling channels that are very lightweight. Tolerance of ±0.001 inch is maintained with cycle times reduced by 50% or more, so it contributes to fuel efficiency and output.
Medical Orthopedic Implants: HSM produces titanium- or stainless-steel implants with complex contouring, such as hip stems and knee joints, to a surface finish of Ra 0.4. High-speed turning and milling provide biocompatibility and exactness for patient-specific designs.
Mold and Die Components: Core milling and the helical ramp entry create injection molds with micro-cavities or complex geometries in P20 tool steel. HSM reduces lead times from days to hours, capable of holding ±0.0002 tolerance for very high-precision molds.
Electronics Casings and Connectors: HSM creates tiny aluminum or plastic casings for electronic devices, applying high-speed contouring methods to maintain a ±0.0005-inch tolerance. Surface finish is maintained for both good looks and functional needs.
Automobile Suspension Components: High-speed turning develops lightweight aluminum or steel suspension parts like control arms with ±0.001-inch tolerance. HSM reduces waste of materials and strengthens the parts for better vehicle performance.
Aerospace Structural Components: HSM machines aluminum or composite airframe parts such as wing ribs by adaptive roughing to remove material rapidly and finish with precision, holding a tolerance of ±0.002 inches to retain structural integrity.
As a result, manufacturers can produce these parts with the utmost efficiency and precision using HSM.
High Speed CNC Machining Services
PROLEANMFG provides high-speed CNC machining for many industries, from medical to aerospace. Develop prototypes in as little as 24 hours and scale to production in as little as 36 hours with our engineering assistance.
Request a free quote today!
Conclusion
High-speed machining considerably changes the perspective of present-day manufacturing, offering higher efficiency, precision, and versatility compared to traditional CNC machining.
Utilizing high spindle speeds coupled with fast feed rates and novel CAM-based toolpaths, HSM creates parts with complex geometries, tight tolerances, and superior finishings for aerospace, automotive, medical, and electronics industries.
Although HSM installation requires a large investment, from infrastructure to training, cycle times are reduced by an average of 75% and extension of tool life makes it a game-changer for manufacturers trying to remain competitive in demanding markets.