
Sheet metal bending is a traditional metalworking industry, but the entry of CNC (Computer Numerical Control) with its precision and repeatability has revolutionized it to new levels. Manufacturers are now producing precise identical parts of geometrical complexity that manual bending would never achieve.
All this is done through a process entailing CAD design, programming for the CNC bending machine, setting up the tool and metal sheet, positioning, and bending as programmed. For anyone new to this technology or the bent products, deciphering how it all happens can be challenging.
Indeed, the CNC sheet bending process is fundamentally the same, but there are several bending methods – V-bending, roll bending, rotary bending, edge bending, and others. All these combine to form the unique sheet metal items used in various applications.
There is so much to successful CNC sheet metal forming or bending, including applying the right bending technique, using the right material, and partnering with reputable sheet metal bending companies. This guide makes a walk–through of the CNC sheet metal bending technology.
What Is CNC Sheet Metal Bending?
CNC sheet metal bending is the process of bending metal sheets into different shapes and geometries using a computer-controlled machine. It is a reliable method in sheet metal fabrication that is mostly automated, with very minimal manual input.
Although sheet metal bending seems simple, it is a deliberate process comprising several steps: Design, file preparation, the bending process, and finishing.
Design
Designing for CNC sheet metal bending is the most important step in the process. This is where the designers choose the material, the bending technique to use, the bend angles, the bend deduction, and the type of bending machine.
For instance, bend relief notches can be added to the bent corners in sizes and shapes dependent on the material’s thickness for stress relief.
Popular software for 3D models for custom sheet metal bending includes AutoCAD and SolidWorks.
File And Material Preparation
The second step in this process is to prepare the file and materials for sheet metal bending. For the file, the manufacturer should have it in the correct format – vector format for 2D files and STEP or STP format for 3D files.
When the design aspect is ready, focus can shift to cutting or punching the sheet metal in readiness for the process. Laser cutting with its ±0.1mm tolerances is one of the preferred techniques for cutting the sheet to size.
Another preparation task is to mark the bend lines, where CNC marking comes in handy. This is followed by placing and aligning the sheet metal on the material between the die and the tool.
Bending
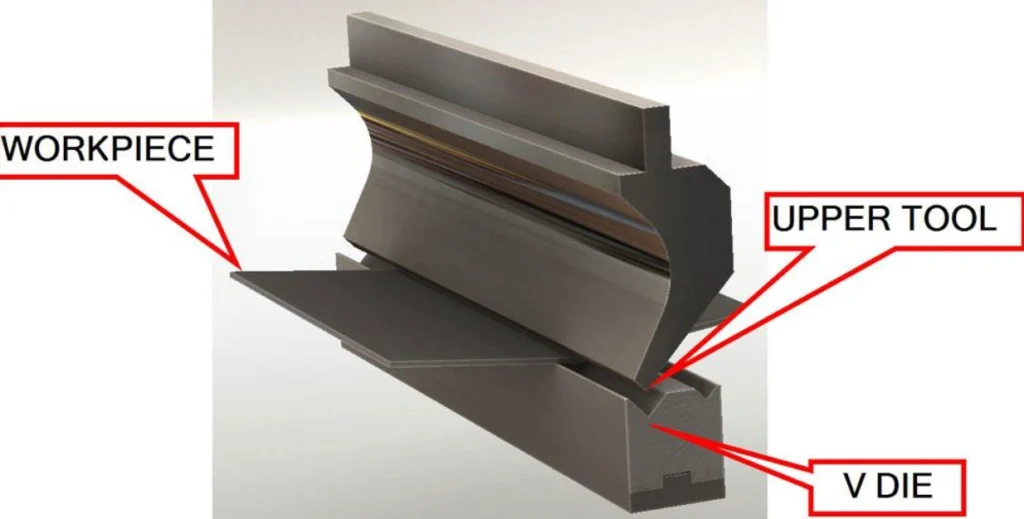
Sheet metal bending basics
To perform the bend, the operator activates the CNC bending machine. The machine applies the force parameters, which are programmed based on material properties and bend specifications.. The machine bends the sheet metal and retracts, allowing the operator to remove the bent part.
Finishing
After removing the part, a few finishing steps may be necessary before the part is ready for use. Potential finishing techniques based on the part’s application and requirements are plating, anodizing, grinding, polishing, heat treatment, and others.
Note that it is common practice to confirm the dimensions of the part after the bending process and comparing with the CAD diagram. It might be necessary to redo the work in case of a mismatch, for instance, if the angles are off.
Popular Sheet Metal Bending Processes
Manufacturers have different sheet metal bending techniques at their disposal, each option presenting its own bending accuracy, setup requirements, forces, and so forth. The most popular ones are U-bending, V-bending, rotary bending, roll bending, and edge bending.
You will find these techniques in both modern and conventional shops, which underscores the versatility they offer.
U-Bending
U-bending
This one uses a U-shaped channel.
V-Bending
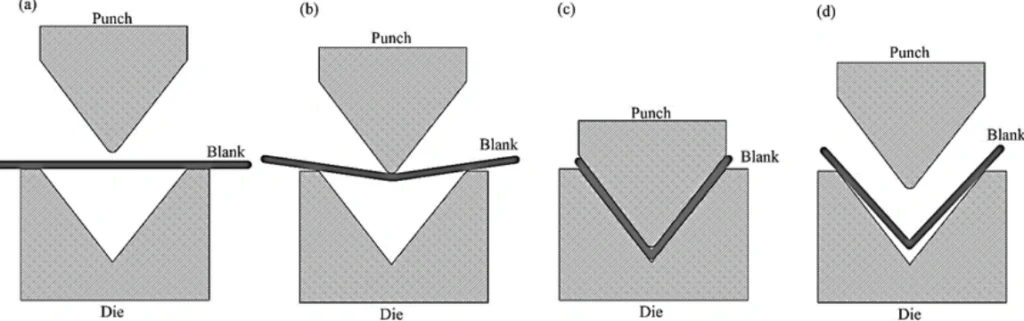
V-bending
V bending utilizes a V-shaped die and punch to generate different angles.
Rotary Bending
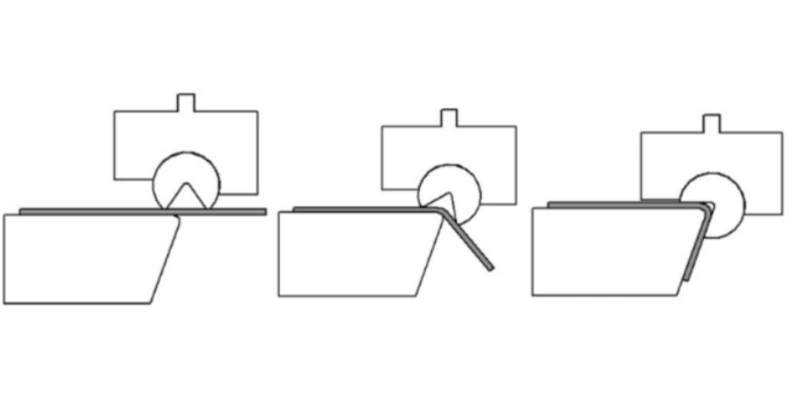
Rotary bending
Rotary bending uses a set of rotating dies to form bends, usually on coated or finished parts, with minimal surface marking and reduced springback.
Wipe Bending
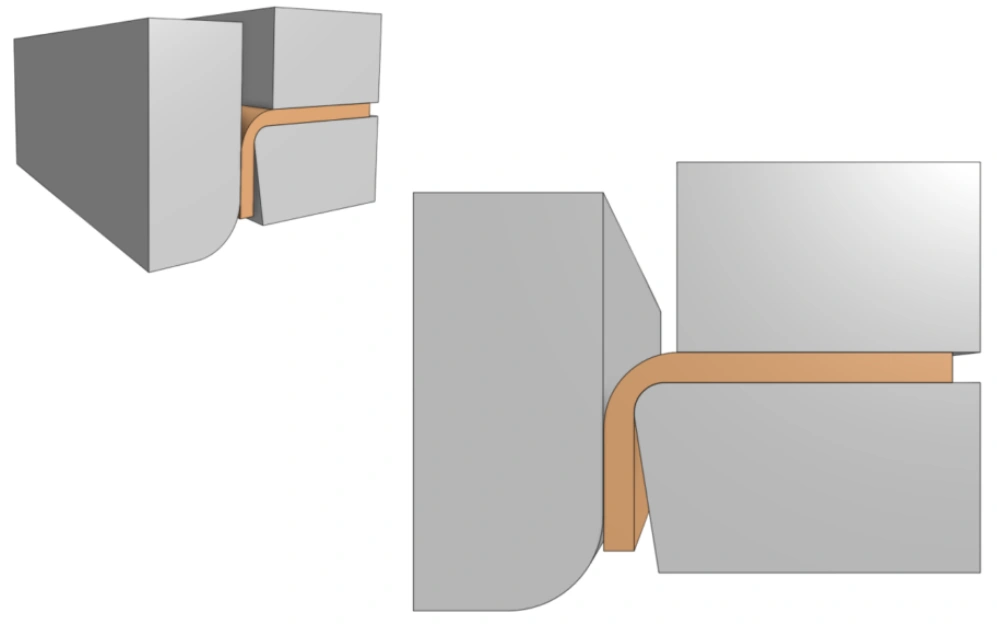
Wipe bending
Wipe bending uses a combination of a wiping punch and a pressure pad to bend a metal sheet against a die.
Advantages Of CNC Sheet Metal Bending
Sheet metal bending may have been around for ages, but its merger with CNC technology has brought in several advantages compared to other sheet metal bending methods, like manual bending and the traditional press brake with no CNC capability.
These advantages include faster manufacturing, higher accuracy, simpler generation of complex bends, and reusability of designs.
Enhances Faster Production
Once the design and program are ready, most of the remaining work can be done by the CNC machine. Some shops can run 24/7 and speed up production.
Provides Higher Accuracy
When the design considerations are well outlined and addressed, CNC bending can achieve up to ±0.05 mm level of accuracy. The accuracy is also repeatable, meaning that the production gets better precision as well.
Lower-Weight Parts
Sheet metal bending combines stiffness and strength in a part, meaning that lighter parts can be used in assemblies. This is important for component and overall equipment performance.
Reduces Part Complexity
Sheet metal bending creates complex parts from one sheet of metal. This can be used instead of jointed parts made from multiple parts because it is less prone to design flaws, failures. It also costs less.
Limitations Of CNC Sheet Metal Bending
The limitations of CNC sheet metal bending are challenges related to material behaviour, tooling problems, and the relatively high initial cost of the machine. Fortunately, there are ways to overcome the challenges and the cost aspect doesn’t last because the cost can be recouped.
Limited Material Thickness
According to the fundamentals of sheet metal bending, large bend radii go with thicker sheets. Consequently, sharp bends can only be made from thin sheets, which introduces limits in terms of the weight of materials that can be used. This also extends to the capabilities of the parts.
Higher Manufacturing Costs At Larger Volumes
Sheet metal bending is cost-effective for low to medium production. For very high volumes and consistent geometry, stamping may offer better economies of scale.
The reason is that CNC sheet metal bending thrives in a bend-by-bend format. Even where robots are used for bending, the costs may exceed those of stamping.
Comparing CNC Sheet Metal Bending With Alternative Manufacturing Techniques
While CNC sheet metal bending is a popular method in metal fabrication circles, it is important to appreciate that there are alternatives to this sheet metal forming process. The conventional press brake, manual bending, hydroforming, and press forming are some options some manufacturers may consider.

Manual press brake
However, how do these processes compare to CNC bending? Let’s capture these details in a comparison table below;
| Feature/Technology | CNC bending | Manual bending | Press brake (Non-CNC) | Punching |
| Automation degree | Full | Zero | Semi-automatic | Automated or manual |
| Precision | High | Low | Medium | High |
| Skill level | Low, apart from programming | High | Medium to high | High for manual, low for automated |
| Setup time | Low to medium | Low | High | Medium to high |
| Recommended volume | Medium to high | Low | Low to medium | High |
| Shape complexity | High | Low | Medium | Low |
| Common applications | Precision parts, brackets | Custom parts, prototypes | Channels, simple brackets | Slots, perforations |
| Tooling cost | Medium | Low | Medium | High |
Suitable Materials For CNC Sheet Metal Bending
The most suitable materials for CNC sheet metal bending are aluminum, stainless steel, mild steel, brass, and copper. Titanium can also work for the thinner sheets. These materials create reliable fabricated items because they are ductile and formable, meaning they can withstand significant deformation without damage or cracking.
Each of the metals has specific properties, which are outlined next.
Aluminum

Aluminum CNC bending
Aluminum is a perfect choice for bent sheet parts where corrosion resistance, strength, and low weight are crucial. Coupling these properties with high malleability qualifies the material for critical applications like automotive and aerospace.
Steel

Steel sheet bending
The strength and dynamism of steel in different operating environments make it a common material in CNC sheet metal bending. The options under this category include mild steel for general-purpose jobs, alloy steel for demanding environments, and high-strength steel for structural applications.
Stainless Steel
Stainless steel is also corrosion-resistant, but it combines this with high aesthetic appeal and strength. The chemical and marine industries prefer this material for their sheet metal bending processes.
Copper
Copper is very malleable, hence suitable for CNC bending projects. Parts made from this material provide excellent electrical and thermal conductivity, alongside the highly notable corrosion resistance.
Copper may be initially soft when bending, but it can harden and perform excellently in work conditions. Annealing takes care of sections of the material that are difficult to bend.
Titanium
Titanium is stiff and strong, so it can easily spring back after being bent. Yet, the material’s fatigue resistance, corrosion resistance, biocompatibility, and high strength-to-weight ratio are too good to ignore.
Manufacturers use bending techniques such as laser bending and hot forming to produce the much-needed titanium parts.
Design Considerations For CNC Sheet Metal Bending
Getting the dimensions right is the hallmark of every engineering project, but successful manufacturing of sheet metal parts requires other considerations too. Unique properties of materials lead to different reactions to bending forces, so the designer and machine operator must keep that in mind.
Other considerations also include material grain direction, flange dimensions, tooling considerations, minimum bend radius, material thickness, and springback effect. More on these considerations is given below.
Material Thickness
The specific thickness of the sheet metal can affect the bending effectiveness. Thicker metal sheets require more force and a strategic approach
For instance, for mild steel, a general rule of thumb is 1 ton per meter per mm of thickness using a standard V-die. The specific tonnage requirements may vary based on bend radius, tooling, and machine setup.
Grain Direction
Bending parallel to the grain direction results in weak bends that are prone to cracking. For better results, it is recommended to bend perpendicular to the grain direction.
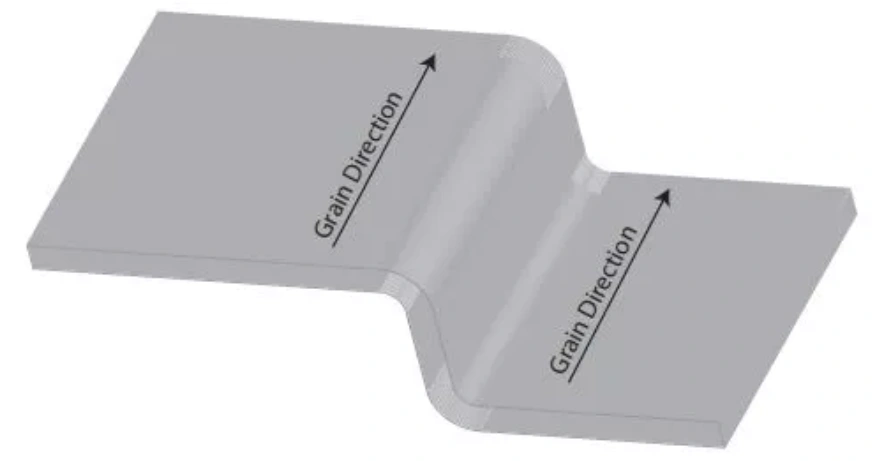
Bending and grain direction
Bend Parameters
The bend length and radius are important elements in sheet metal bending. The bend radius usually depends on the material and tooling. The bend length is guided by the part’s design requirements.
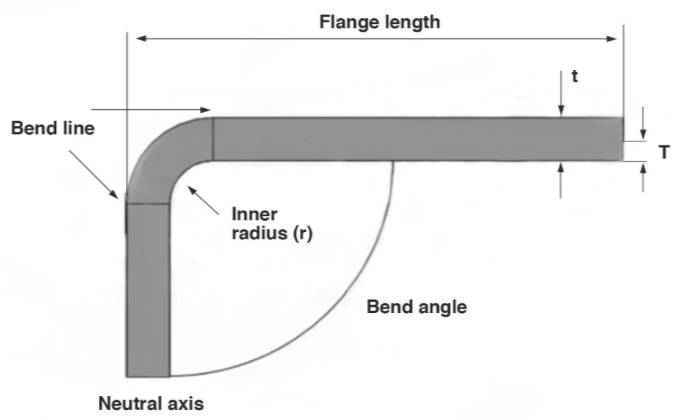
Bending parameters
Distance Between Edge And Hole
The material stretches to accommodate a bend. This produces internal stresses that spread evenly within the material. A hole that is too close to the bend can become the focal point for these stresses, creating deformation.
Springback Effect
The springback effect is related to the elasticity of materials. The compressive and tensile strengths of the material seek to balance each other. If the compressive strength is greater, the bent piece returns to its original shape. To counter this challenge, the use of the K-factor is recommended.
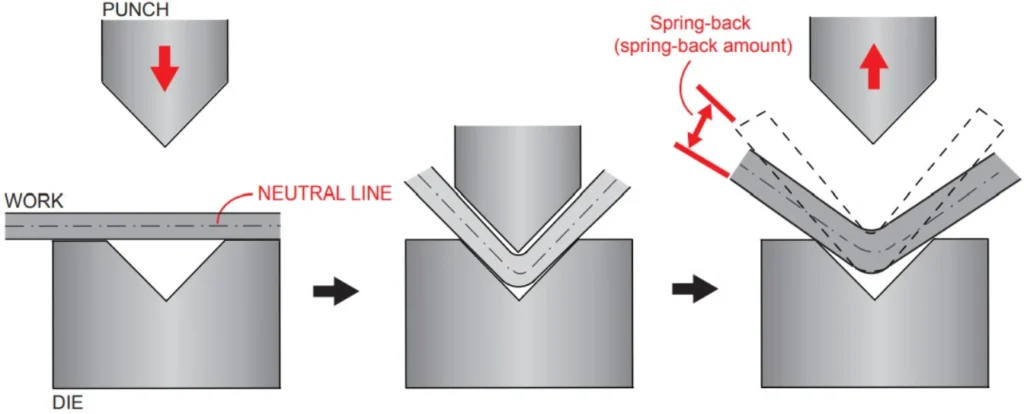
Springback effect
Conclusion
CNC sheet metal bending is a popular technique for fabricators, and its parts are used in many applications. Versatility, cost-effectiveness, and support for high volume manufacturing enable players to supply sheet metal parts quickly without compromising quality.
The CNC sheet metal bending processes at ProleanMFG are of the highest quality, as can be attested by the large clientele in China and beyond. Get in touch with the team today if you are looking for the best CNC sheet metal fabricated parts.