
The processes of metal fabrication manufacture raw metals into precise components and structures through specialised processes. Metal fabrication is a manufacturing process that includes cutting, shaping, shearing, welding, machining, forming, and post-processing processes like forging and heat treatment.
The ultimate goal of custom metal fabrication is to produce durable and lasting parts for different industries to meet their functional requirements.
Sheet Metal Fabrication In Metal Manufacturing

Sheet metal cut and formed
Sheet metal fabrication processes involve thin, flat metal sheets, not necessarily steel, stainless steel, or aluminium, with a thickness up to 6 mm. These techniques include cutting, bending, forming, and making components like enclosures, brackets, and panels.
Laser cutting obtains the tightest tolerances, at ±0.1 mm, and CAD optimizes tool paths with accuracy. Applications are within the range of HVAC systems, electronics, and automobiles, having processes that vary as per ductility and tensile strength.
Welding Fabrication Process

Welding sparks
Welding joints a piece of metal to another with heat and pressure. The process varies depending on the technique chosen, based on the material and application.
Metal Inert Gas (MIG) welding employs a continuous wire electrode and inert gas to achieve carbon steel or stainless steel welding while outputting penetration rates between 2 and 8 kg/hour at large-scale production.
That is Tungsten Inert Gas (TIG) welding, which is non-consumable tungsten electrode welding, focused more on precision-bevel-type welds of very thin metal work (0.5 to 4 mm), and is mostly earmarked for aerospace component work.
Shielded Metal Arc Welding and flux-cored arc welding suit structural applications. Robotic welding enhances repeatability since all welding parameters, such as voltage and travel speed, remain the same.
Metal Cutting as a Fabrication Process
Cutting initiates fabrication by dividing raw metal into workable sizes. Laser cutting uses a focused beam (0.1–1 mm spot size) to cut stainless steel or aluminum up to 25 mm thick, with cutting speeds of 1–10 m/min.
Plasma cutting uses ionised gases for thicker metals (up to 50 mm). This supplies speeds of around 0.5-2.5 m/min. Shearing cuts metals up to 6 mm thick with mechanical blades, producing straight cuts with varying force requirements depending on the yield strength of materials.
Bending for Sheet Metal Fabrication
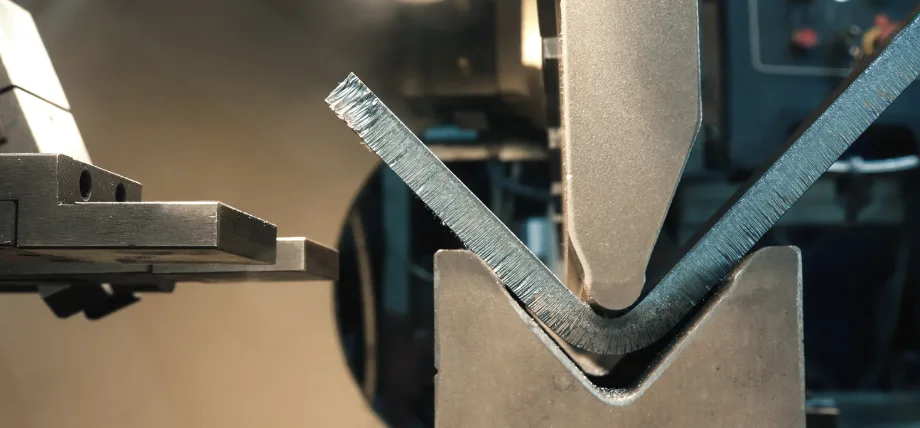
V bend in a sheet metal
Bending is done to deform sheet metals along a linear axis by applying either press brakes or rollers. In press brakes, a force of about 50 to 500 tons is applied to produce a V- or U-shape bend with a minimum bend radii of 1-2 times the thickness, depending on the material thickness and ductility.
Stainless steel, for instance, requires at least a minimum bend radius of 1 to 2 times its thickness to prevent cracks. Roll bending produces cylindrical shapes; roller configurations adjust for diameters ranging from 100 mm to 2 m. CNC-controlled press brakes ensure angle accuracy within ±0.5 degrees, which is critical for structural metal components.
Forming Processes for CNC Fabrication

Forming a hot metal piece
Forming involves reshaping metals via plastic deformation without removing materials. Depending on material and geometry, techniques such as stamping, rolling, and deep drawing apply forces between 100 kN and 10,000 kN.
Deep drawing is used mainly for making hollow structures such as stainless steel containers, with draw ratios of 2:1. With strain rates being controlled, CNC machines improve accuracy and minimise defects such as wrinkling or tearing.
This process is used in the making of automotive panelling and appliance housings by employing the material properties of elongation and yield strength.
Machining and Cutting

Cutting metal workpiece
Machining is a removal process that utilises a tool to get almost equal dimensions from the procedure by which one can realise shapes. Mills, lathes, and drills are such tools. CNC machining by CAD guides makes it possible to obtain tolerances close to ±0.01 mm for parts such as gears or fittings.
In milling, the material is removed at 100–1,000 mm/min, and that from turning shapes is done with spindle speeds of 500–4,000 RPM, among others. Materials such as carbon steel or aluminum are frequently used. Tools are selected based on hardness and thermal conductivity. As a result, machining finishes complex metal parts in machine shops.
Metal Fabrication Casting
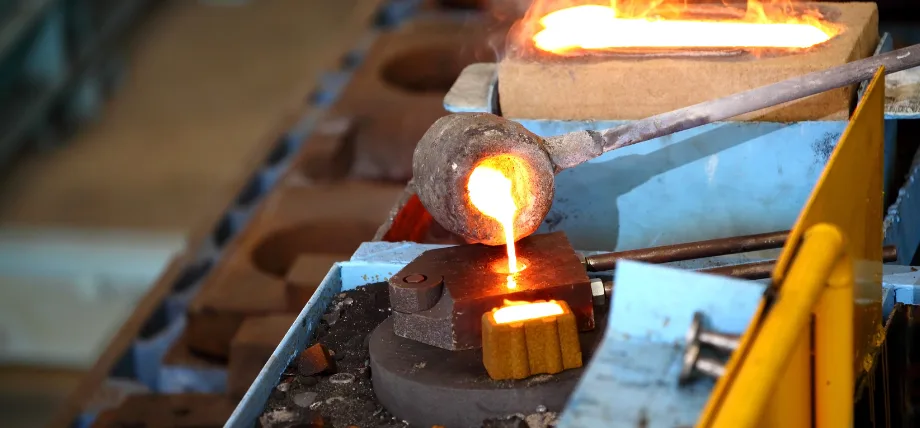
Casting metal parts
Casting pours molten metal, like steel or aluminium, into a part mold. Sand casting uses silica-based molds for large parts, with dimensional tolerances of ±1-3 millimeters. Die casting uses steel molds to produce tighter tolerances of ±0.1 millimeter and is used to mass-produce engine parts.
Cooling rates, generally being 10-100°c/s, influence the microstructure and mechanical properties, making casting suitable for intricate shapes in aerospace and automotive applications.
Forging To Improve Fabricated Part Strength and Mechanical Properties
In forging, compressive forces (500–10,000 tons) squeeze the metal, enhancing the final grain structure and the final strength of the products. Hot forging, done at temperatures from 900–1200°C while dealing with steel, has made crankshafts with improved fatigue resistance.
Cold forging is for small parts that require high dimensional accuracy (±0.05 mm) and os performed at room temperature. Forging is critical in high-strength applications where material selection depends on forgeability and recrystallization behavior.
Stamping Metal Parts

Metal stamping
Stamping involves presses (50–2,000 tons) and dies for shaping or cutting sheet metal into the required shapes. Operations like blanking, embossing, and coining produce parts with tolerances as low as ±0.1 mm.
Producing stampings is ideal for full-scale production, like in automotive panels, which have cycle times of 1–5 seconds. The selection of materials considers formability, where stainless steel will require more force than aluminum due to its higher yield strength.
Extrusion

Extrusions rolling on a drawing machine
Extrusion pushes the metal through a die until uniform cross sections are achieved and includes manufacturing parts such as aluminum pipes and steel railings. Extrusion ratios are often from 10:1 to 100:1, with 500–5000 kN forces.
This process is generally practiced at temperatures of 400–1000°C when dealing with aluminum to ensure continuous crack-free net-shape materials.
Cold Rolling for Metal Fabrication
Compressive forces are used in the rolling process to change the thickness of metal using rollers. Hot-rolled sheet or bar grating is produced at temperatures between 900 and 1,300 degrees Celsius, with 0.5 to 10 mm thicknesses.
Cold rolling improves dimensional accuracy, but typical tolerances are around ±0.05–0.1 mm for sheet and strip. Rolling is the most important operation in sheet metal production, and the products are applied in structural steel and industrial metal fabrication.
Drawing (Pulling through Dies)
Drawing tries to get metal into a certain shape using a die. It can be very specific regarding dimensions. Commonly, this is accomplished when drawing very thin walls, such as those that appear in a soup can or wire.
Deep drawing is a portion of this, where metals like stainless steel or aluminum are shaped into more complicated hollow shapes. This is very important for producing consumer items and automotive parts.
Metal Punching
Punching uses punches and dies to make holes or shapes in sheet metal, from 10 to 200 tons in force. Hole diameters can go from 1 mm to 50 mm, and the tolerances can be as good as ±0.1 mm.
Punching is also the fastest technique for high-volume production of parts like brackets, where scrap management will be critical for cost-effectiveness. HVAC and electronics are a few industries where they find application.
Shearing Sheet Metal Fabrication
Shearing is the process of cutting sheet metal using two blades and applying a force of 50 to 500 tons, depending on the sheet’s thickness. It is suitable for cutting straight through sheets of an average thickness of 6 mm at speeds ranging from 1 to 5 m/min.
Shearing represents an economical endeavor in provisionally preparing pieces to work toward becoming products. However, deburring might be needed to eliminate edge defilements. This initial material preparation activity is carried out extensively in fabrication houses.
Grinding
Grinding is the process of removing imperfections from the work using abrasive tools. The final roughness (Ra) achieved is 0.1 to 1.6 µm. Grinding wheels run in the range of 1,500-3,000 m/min and are used for polishing. It is essential in precision sheet metal, carrying out running-off operations that demand design intent for the given part.
Polishing Metals
Polishing uses abrasives to create a mirrored surface that reduces the surface roughness to Ra 0.05-0.4 µm. Polishing enhances the resistance to corrosion for stainless steel or aluminum. Typical uses are architectural and consumer goods. Polishing speeds depend on material hardness and finish, ranging from 1,000 to 2,000 m/min.
Heat Treatment for Metal Fabricated Parts
Heat treatment is the process in which metals’ properties are altered by controlled heating and cooling. Annealing softens steel between 600 and 900 degrees Celsius for further improvement in formability.
However, quenching and tempering affect the hardness (e.g., carbon steel: 50 – 60 HRC). These processes will modify mechanical properties, such as tensile strength and ductility, for a particular application.
Assembly
Assembly is defined as the joining process of different components made by either welding, riveting, or fastening. For example, riveting applies forces between 5 and 50 kilonewtons in joining two or more workpieces made of sheet metal, while bolting connects things and allows for their disconnection during maintenance.
As guidance, CAD models must be available to accurately align the assembly because all these activities aim at a structural design.
Surface Finishing
Surface finishing involves applying either protective or aesthetic layers through various methods such as powder coating and plating. Powder coating uses electrostatic application, and curing is done in the range of 180-200 degrees centigrade, acquiring a thickness of 50-150 µm, ensuring corrosion resistance for steel and aluminum.
Finishing is critical, especially in regions where components are subject to bad environmental conditions.
Coating
Coating, like galvanizing (50–100 µm zinc layer), protects steel from corrosion in marine or industrial settings. Coating processes are optimized for adhesion and durability, extending the lifespan of fabricated metal products.
Conclusion
Metal fabrication is the use of processes for cutting, welding, forming, and finishing in the manufacture of pure components from raw materials such as steel or aluminum, and using various tools such as CNC machines and press brakes to satisfy all engineering requirements.
The needs determining the selection of processes are material properties, tolerances, and production scale. They provide an industrial application that is efficient and of high quality.
Custom Metal Fabrication Services at PROLEANFG
Get precision-crafted parts through our machining and surface finishing services. Competitive prices, assembly and fabrication, post-processing, and heat treatment with expert engineering solutions.
Get a free quote today!
FAQ
What Is Metal Fabrication?
Metal fabrication is the conversion of raw metal materials into components via cutting, bending, welding, and assembling. It manufactures precise parts such as those required in construction and aerospace, all under the guidance of CAD software and CNC technology.
What Is Sheet Metal Fabrication?
Sheet metal fabrication manipulates thin metal sheets (0.5–6 mm) using cutting, bending, and forming to create components like panels and enclosures. Techniques like laser cutting and press brake bending ensure tolerances of ±0.1 mm for applications in HVAC and electronics.
How Should The Wages Of A Sheet Metal Worker In A Fabrication Plant Be Classified?
Regarding NAICS code 3323, wages for workers in the sheet metal area are lumped under the head of direct labor cost because they are paid for fabricated metal products manufactured within the region, such as Houston, TX, or McAllen, TX. That pays differentially for CNC operation or welding skills.
What Is Metal Fabrication And Welding?
Metal fabrication incorporates many processes, e.g., welding, to make and join metal parts. The usual welding techniques are MIG, TIG, and arc welding, which apply specific conditions (like 20-30 V for MIG) to join materials, especially stainless steel, thus keeping their strength.