Quality & Inspection
Engineering-Driven Quality Management for Precision Manufacturing
All production and quality activities are managed through an online system and operated under an SGS-certified ISO 9001 quality management framework, ensuring controlled processes, consistent quality, and reliable delivery for CNC machining and sheet metal parts.
Quality Management System
All production and quality processes are managed through an online system and operated under an SGS-certified ISO 9001 quality management framework, ensuring timely execution, efficient process control, and consistent manufacturing quality.
RFQ Submission
Project requirements and drawings are submitted for engineering evaluation.
Engineering Review
DFM Feedback (If Required)
Process Planning & Control
In-Process Inspection
Key dimensions and critical features are inspected during machining to monitor process stability.
Final Inspection & Validation
Documentation & Traceability
Inspection records and production files are stored in an online system and retained for a minimum of one year.
Packaging & Delivery
Continuous Improvement
After-Sales Support
Incoming Material Inspection

Inspection Equipment
Calibrated inspection equipment used for incoming material verification.

Inspection Process
Incoming material inspection performed before production release.

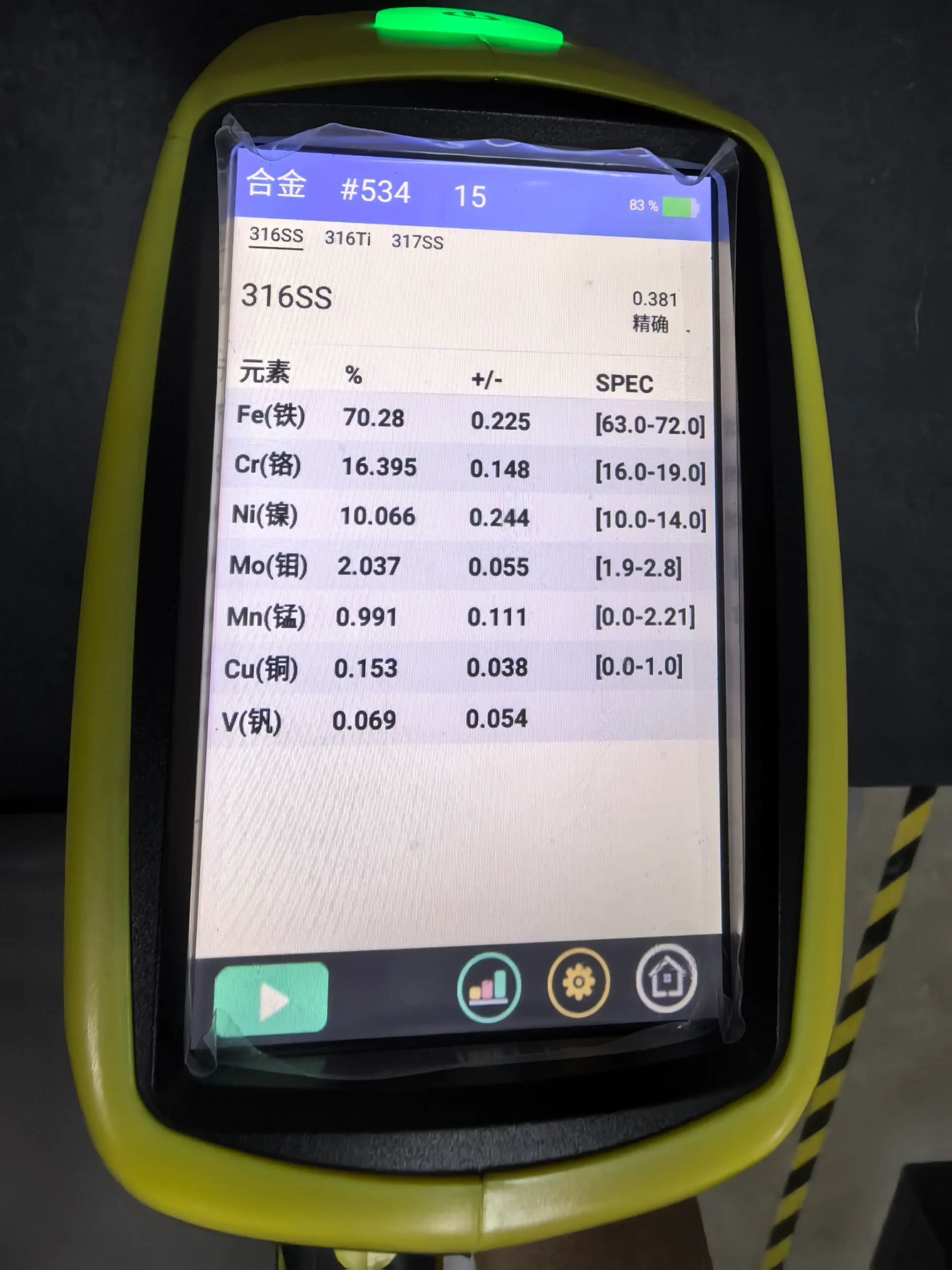
Spectrometer Analysis
Internal spectrometer analysis used to verify material chemical composition.
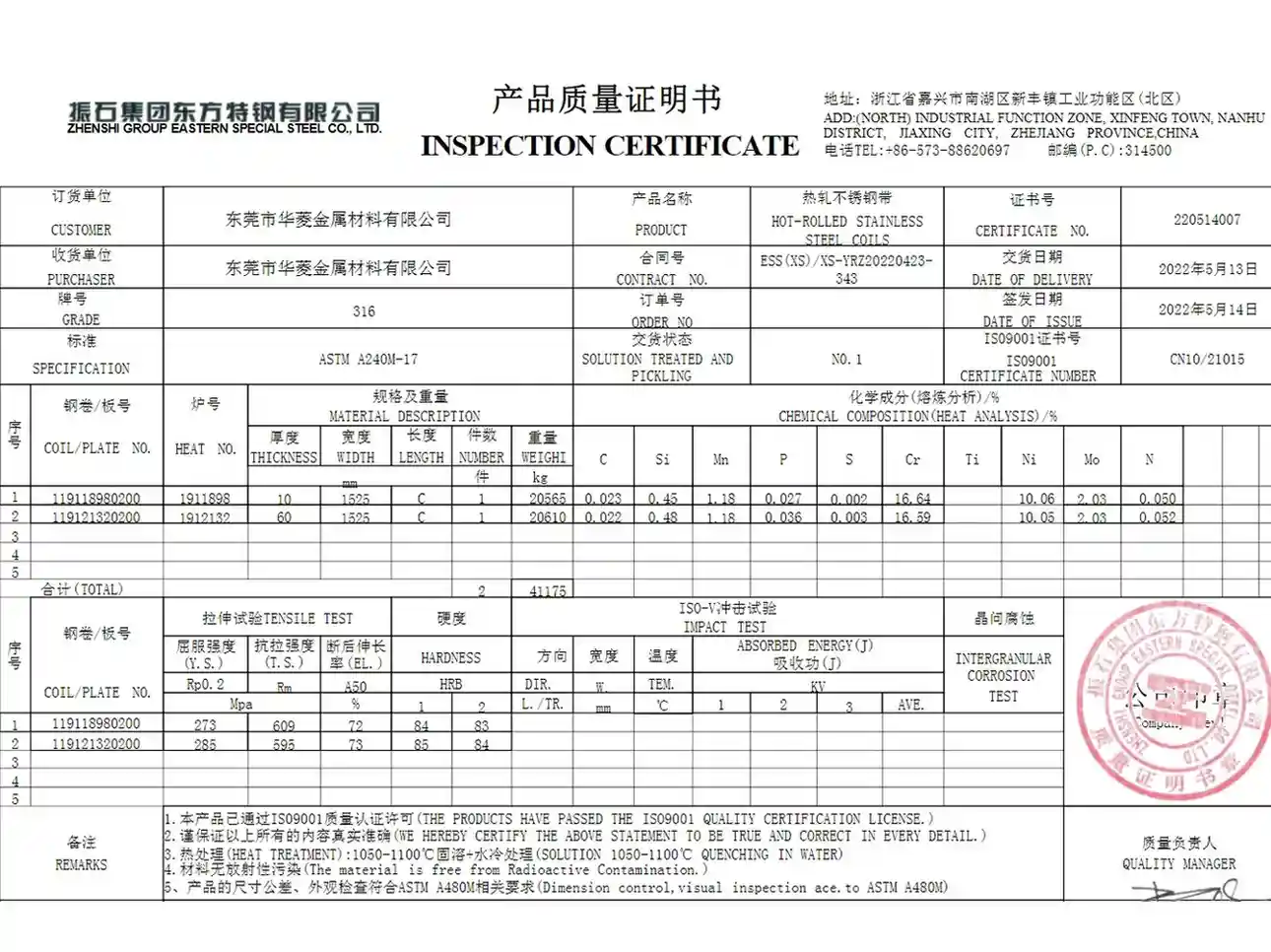
Material Inspection Report
Material inspection reports provided by the supplier to confirm material specifications.
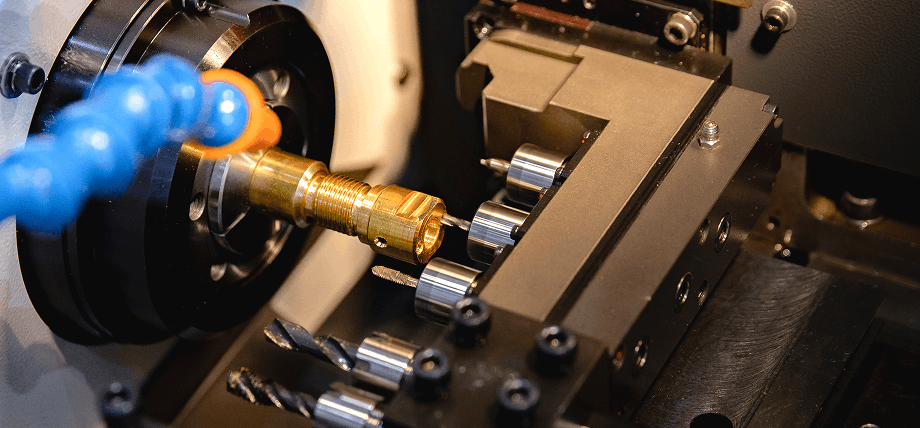
In-Process Quality Control
Machining Setup

First-Article Check
Defined Inspection Points
Critical Dimension Monitoring
Tool Offset / Process Adjustment
Continue Production
Final Inspection & Validation
Final inspection is performed using calibrated precision measuring equipment to verify dimensional tolerances, geometric features, surface finish, and other specified parameters before release.
Inspection Equipment & Capabilities
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
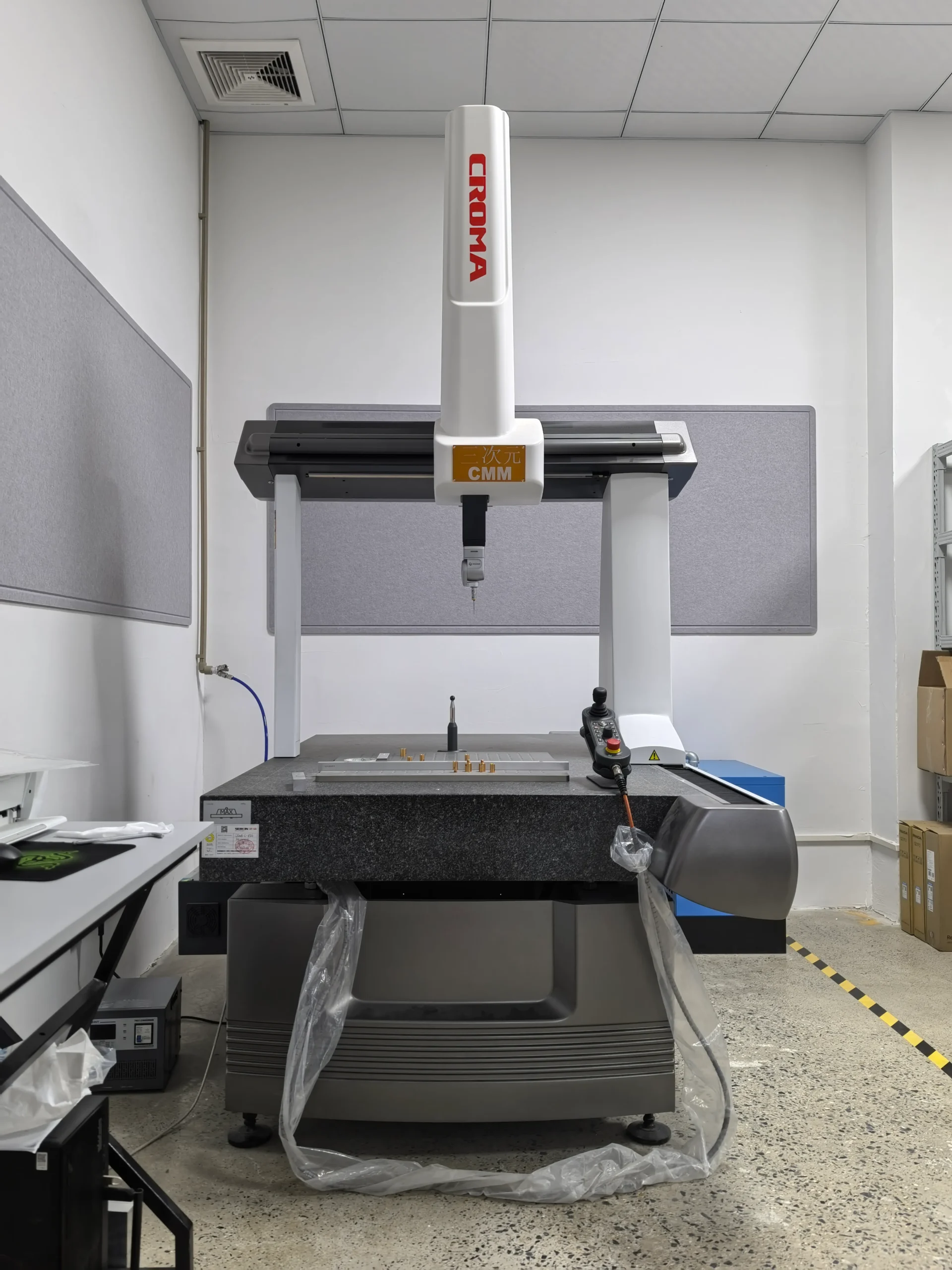
Core Inspection Equipment
Coordinate Measuring Machine (CMM)
Electronic Height Gauge
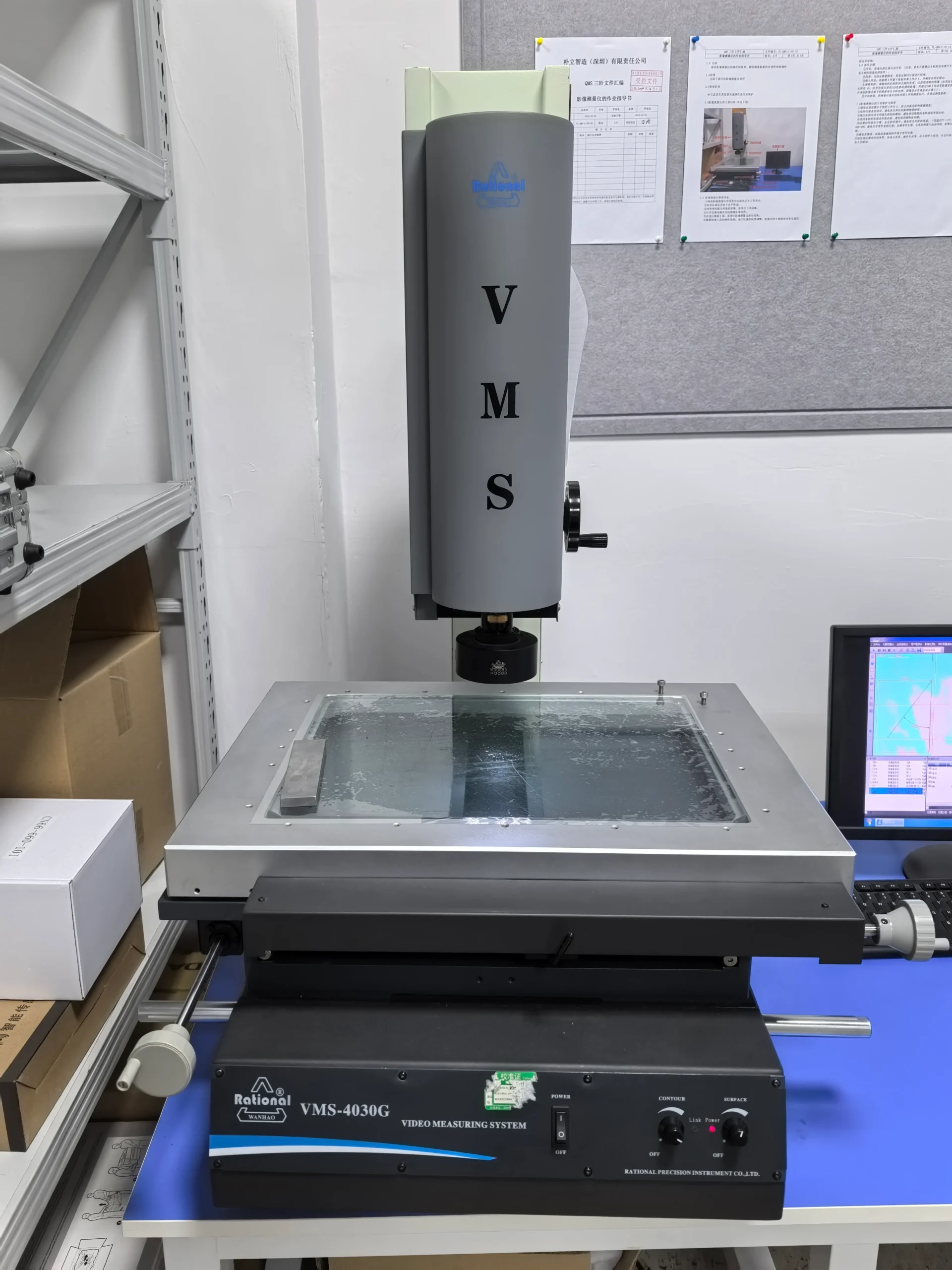
Optical Measuring System (2D Measurement / Profile Measurement)
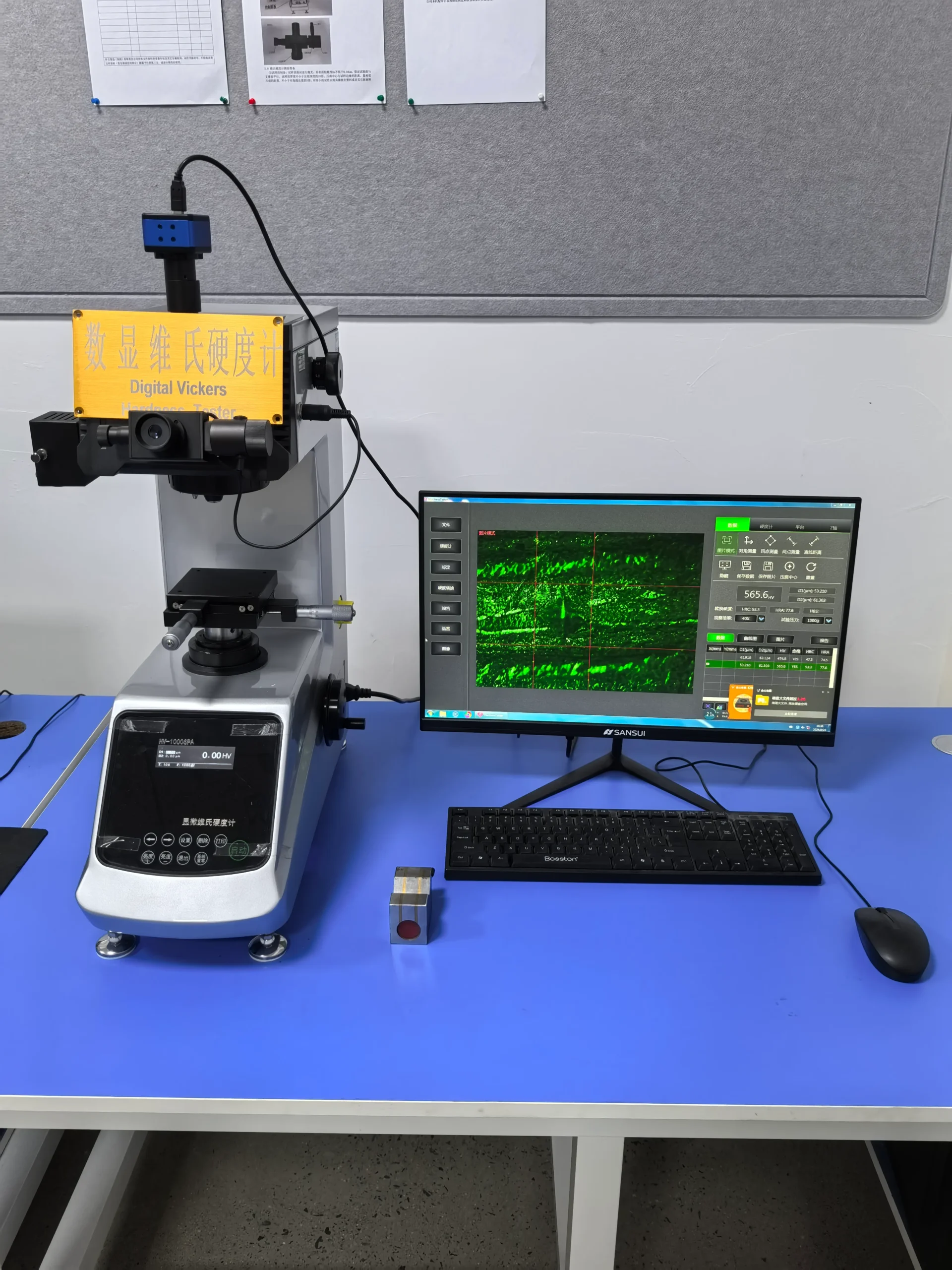
Digital Vickers Hardness Tester
For hardness verification of applicable metal materials
Digital Rockwell Hardness Tester
Surface Roughness Tester
Other Standard Measuring Instruments
Purpose of Final Inspection
- Verify dimensional tolerances and critical features
- Confirm surface and hardness requirements (when specified)
- Ensure parts conform to drawings and technical requirements
- Approve parts for release and delivery
Tolerance Capability
Typical Tolerance Capability
| Manufacturing Process | Typical Tolerance Range |
|---|---|
| CNC Milling / Turning | ±0.005 mm (±0.0002 in) |
| Precision Features / Tight Fits | Down to ±0.002 mm* |
| Bores & Shafts | ISO fit classes upon request |
| Sheet Metal Fabrication (General) | ±0.10 – ±0.30 mm (material & thickness dependent) |
| Sheet Metal Bending / Forming | ±0.20 – ±0.50 mm (bend angle & material dependent) |
| Surface Finish | Ra 0.8 – 3.2 μm (process-dependent) |
Factors Affecting Tolerance Capability
- Part geometry and feature accessibility
- Material type, thickness, and mechanical properties
- Manufacturing process and setup stability
- Inspection method and measurement resolution
Engineering Note
Tighter tolerances may increase machining complexity, inspection time, and cost. All tolerance requirements are reviewed during quotation to ensure manufacturability, quality stability, and production efficiency.
Traceability & Documentation
Documentation & Record Control
- Online Quality System
Inspection data, production records, and quality documents are stored and managed through a centralized online system. - Inspection & Measurement Records
Dimensional inspection results, final inspection reports, and measurement data are recorded for reference and review. - Material Documentation
Supplier material inspection reports and internal verification records are retained to support material traceability. - Production Records
Job records, process parameters, and revision history are maintained for manufacturing reference.
Record Retention Policy
Quality and production records are retained for a minimum of one year in accordance with internal quality control procedures.
Purpose of Traceability
- Support quality review and root cause analysis
- Enable repeat production with consistent quality
- Provide documentation upon customer request
- Align with ISO 9001 documentation and control requirements