
Sheet metal bending techniques shape flat metal sheets into angles, curves, or profiles—without cutting or removing any material.
This changes the shape of the sheet along a straight axis using controlled force, one of the most essential steps in modern metal fabrication.
From aircraft components to car body panels, and even small brackets in electronics, bending is used to make parts for almost every industry— aerospace, automotive, medical, electronics, and machinery.
Using press brakes, rollers, and rotary dies, manufacturers apply bending force to the sheet metal based on the part design.
Choosing the proper bending technique affects everything—from the strength of the metal part to how cost-effective and precise the final product will be.
This guide will explain the top sheet metal bending techniques, material tips, bend design rules, and tooling advice to help you avoid mistakes and improve your process.
What Is Sheet Metal Bending?
Sheet metal bending is bending metal sheets along a straight axis to form specific angles and shapes.
This is done by applying force, usually with tools like CNC press brakes, rollers, or rotary benders.
The sheet metal bending process generally maintains the overall thickness of the sheet. However, slight thinning or surface cracks may occur in tight bends or high-pressure techniques like coining, especially with brittle materials.
Understanding the relationship between bend radius, angle, material thickness, and springback is key to designing accurate metal parts.
Every technique has different levels of precision, tooling requirements, and suitability for various applications.
Most Common Sheet Metal Bending Techniques
The sheet metal can be bent using several methods, compatible with each specific shape, tolerance, and production version. The correct bending technique affects the strength and accuracy of the part as well as the speed and cost of production.
Below are the most widely used methods in modern metal fabrication.
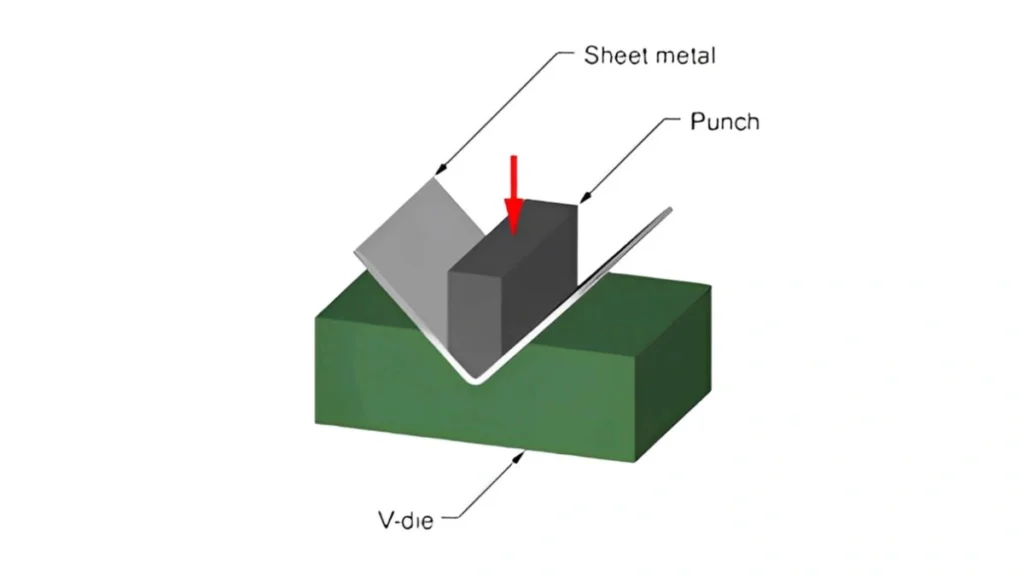
1. Air Bending
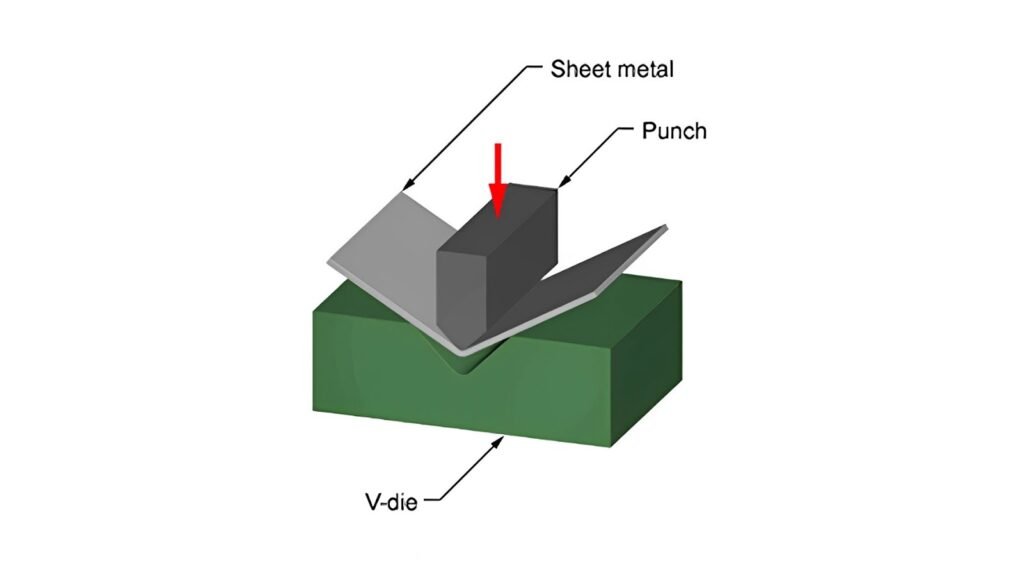
Air Bending Sheet Metal
Air bending is a popular bending method where the punch pushes the sheet into a V-shaped die without fully contacting the die bottom. The angle depends on how deep the punch penetrates, so it’s flexible.
- How it works: The sheet floats between the punch and die. Minimal contact means less force is required.
- Applications: Enclosures, cabinets, and non-critical structures.
- Advantages: Lower bending force, fewer tooling changes, adjustable angles.
- Limitations: Slightly lower precision and more springback than bottoming or coining.
Best for: Prototypes, medium-tolerance parts, and flexible production runs.
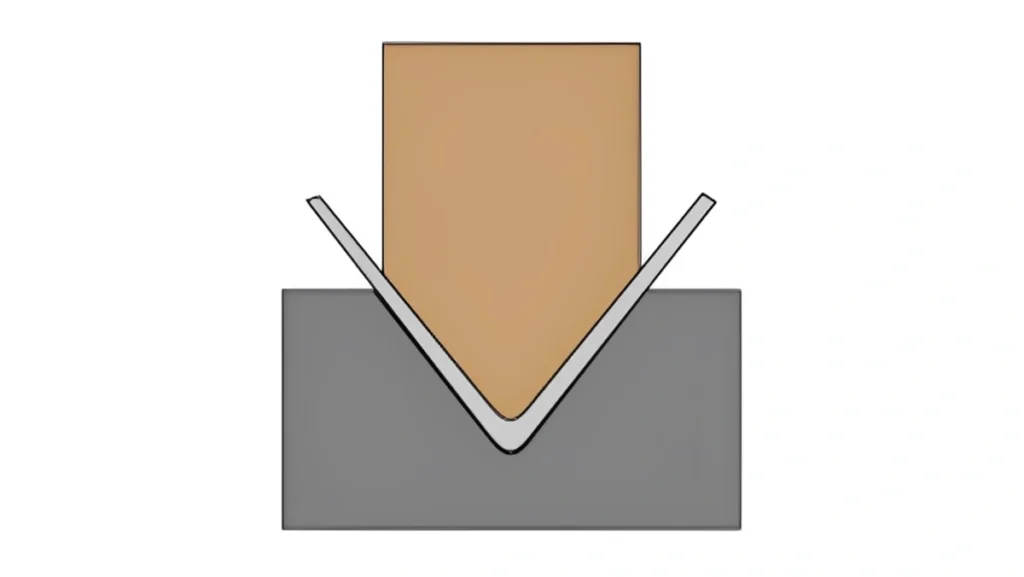
2. Bottom Bending (Bottoming)
Bottom Bending Sheet Metal
Bottom bending, or bottoming, forces the sheet to conform fully to the die shape. It results in greater angle accuracy and minimal springback.
- How it works: The punch drives the sheet into the die until the bottom touches it.
- Applications: Automotive panels, precision assemblies.
- Advantages: Better control over bend angles, reduced springback.
- Limitations: Requires dedicated tooling for each angle and material.
Best for: Tight-tolerance production and repetitive high-precision parts.
3. Coining
Sheet Metal Coining Process
Coining is a high-pressure bending method that compresses the sheet into the die, deforming the material past its yield point for permanent bending.
- How it works: The punch penetrates deeply, “coins” the bend into the sheet.
- Applications: Small electronic housings, aerospace components.
- Advantages: Near-zero springback, ultra-high precision.
- Limitations: High tool wear, higher tonnage requirements.
Best for: Thin sheets, precision parts, and critical design geometries.
4. Roll Bending
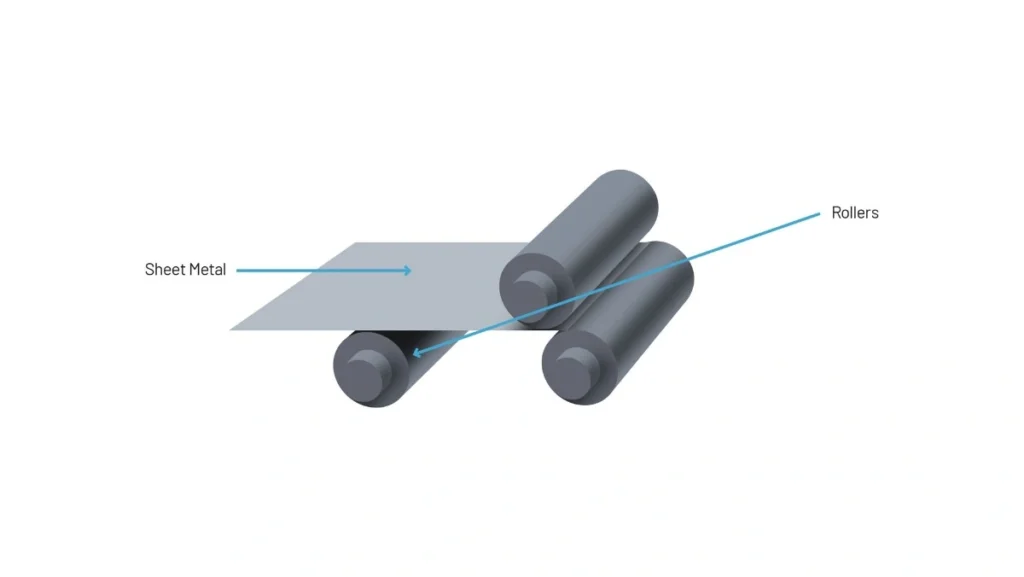
Sheet Metal Roll Bending
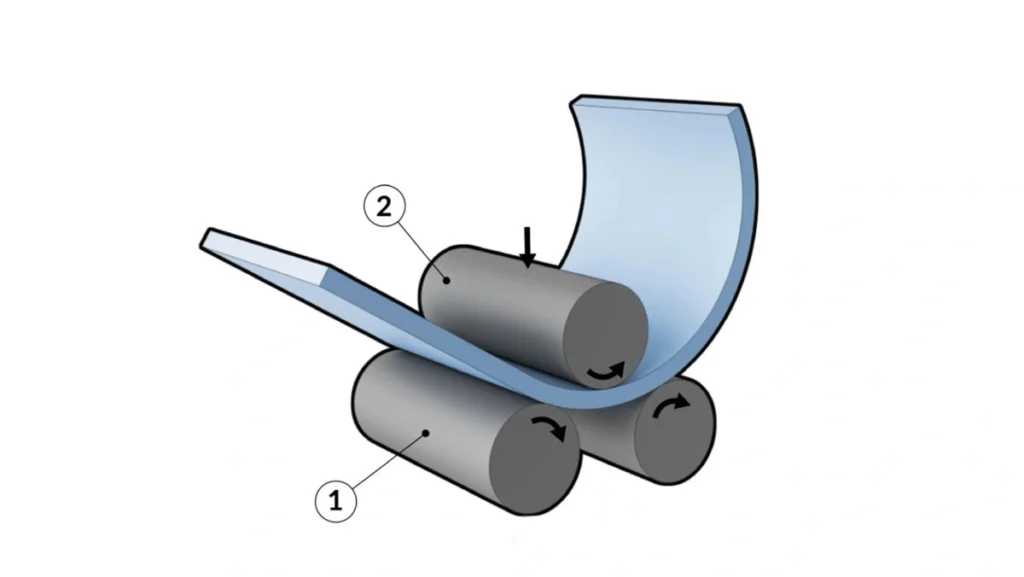
Roll bending makes large radius bends or cylindrical shapes by passing sheet metal through three rollers.
- How it works: Sheet metal is guided between three rollers (two adjustable, one fixed) to form curves.
- Applications: Pipes, tanks, ducts.
- Pros: Continuous curves, suitable for long parts.
- Cons: Not suitable for tight radii or short parts.
For: Circular components in HVAC, energy, or transport systems.
5. Wipe Bending
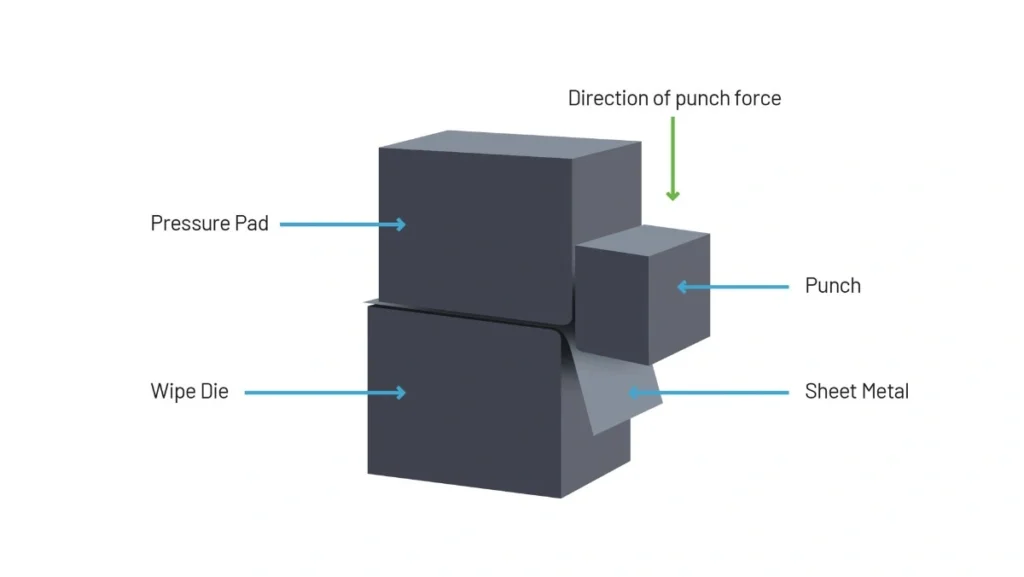
Wipe Bending Sheet Metal
Alt text: Diagram of sheet metal wipe bending process.
Wipe bending uses a wiping die that presses the sheet metal edge over a straight edge to form a 90° flange or similar profile.
- How it works: The sheet is clamped, and the edge is bent around a post with a wiping punch.
- Applications: Brackets, casings, and hardware.
- Pros: Fast, repeatable, high-volume production.
- Cons: Limited bend angle flexibility.
For: Mass production of edge bends in consumer electronics and appliances.
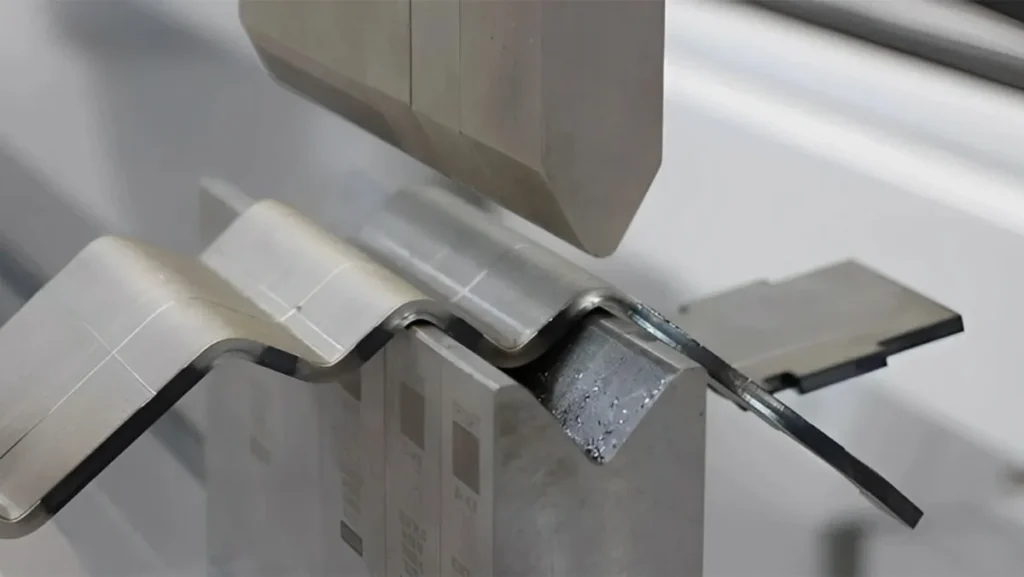
6. Rotary Bending
Rotary Bending Sheet Metal
Rotary bending uses a rotating die that rolls over the sheet to form a clean bend without scratching the material.
- How it works: The Roller die rotates as it presses the sheet, with no friction.
- Applications: Parts need a clean finish, like decorative panels.
- Advantages: Scratch-free finish, less marking on coated sheets.
- Limitations: More complex tooling is less standard than V-bending.
Best for: Coated, decorative, or aluminum parts where surface integrity is critical.
Read our blog on Bending Steel and Custom Sheet Parts for more on bend radii and tolerance tips.
What Materials Are Suitable for Sheet Metal Bending?
The sheet metal material affects the bending method, tooling, and angles achievable. Here are the most common materials for sheet metal bending:
- Mild Steel: Inexpensive and formable. Suitable for general-purpose parts.
- Stainless Steel: Corrosion resistant; requires more bending force.
- Aluminum: Lightweight and ductile; may crack if the bend radius is too tight.
- Brass/Copper: Good for decorative and electrical applications.
- Titanium: Strong but prone to cracking. Air bending works well, but sharp bends may require elevated temperature or rotary bending for surface protection.
Important material parameters are sheet thickness, metal gauge, and grain direction. Thicker metals require more force and larger bend radii.
Essential Design Considerations Before You Bend Sheet Metal

Sheet Metal Bending Design
ProleanMFG always recommends following these design rules:
- Bend Radii: Avoid sharp bends—use a 1–3× sheet thickness radius to prevent cracking.
- Bend Allowance: Include bend allowance to compensate for material stretch and maintain accurate final dimensions.
- Bend Angle: Choose bend angle based on function, stress flow, and fit—90° isn’t always the strongest or most ergonomic option.
- K-Factor: Use the correct K-Factor in calculations to ensure precision in bend dimensions.
- Material Grain Direction: Bending across the grain improves ductility and lowers cracking risk, especially for brittle or hardened metals.
- Clearances: Maintain proper hole and slot spacing near bend lines to avoid distortion or tearing.
Bonus Tip: Review your designs before production using our Design for Manufacturing (DFM) Support.
Tips for Bending Sheet Metal Without Errors
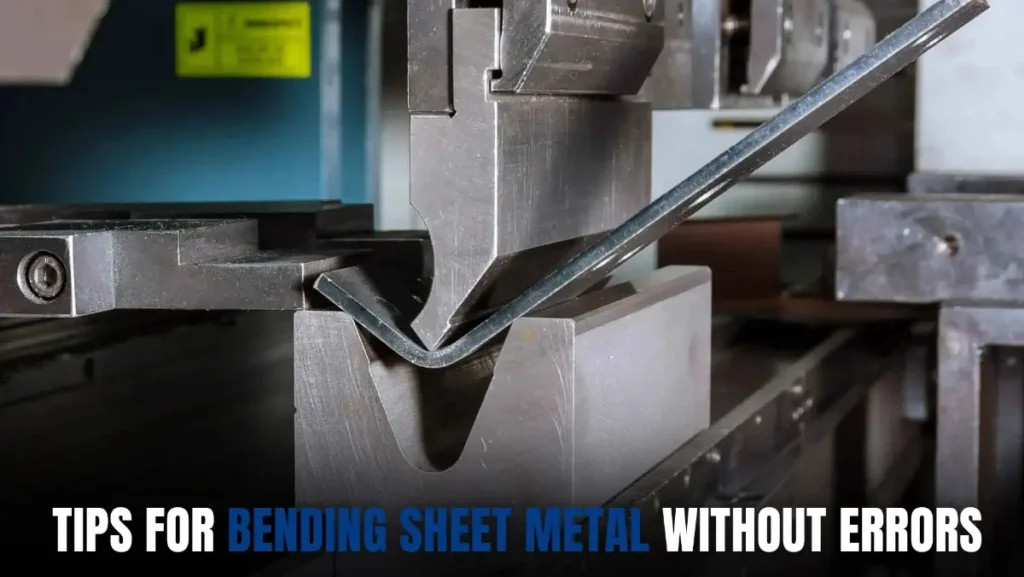
Bending Sheet Metal Without Errors
Avoid costly mistakes and ensure part quality with these tips:
- Match bend radii to material thickness.
- Don’t bend too close to holes.
- Always prototype before production.
- Use the right tools for your part.
- Bend across the grain to improve ductility and avoid cracking.
These will prevent cracks, deformation, and material failure.
Avoid These Common Sheet Metal Bending Mistakes
Even experienced manufacturers can get it wrong:
- Bad Tooling: Uneven or deformed bends.
- Ignoring Springback: Angle deviations.
- Design Errors: Bends near holes can tear the sheet.
- No Allowance for Material Stretching: Size mismatches.
Many of these can be avoided by using the right machine and process. Go to our Get a Quote page to talk to our engineers.
Equipment Used in the Sheet Metal Bending Process
Equipment for Sheet Metal Bending
Modern sheet metal bending machines offer precision, speed, and repeatability:
- CNC Press Brakes: Programmable control for precision.
- Roll Bending Machines: For cylindrical shapes and long curves.
- Rotary Benders: For scratch-sensitive parts.
Choosing the Right Sheet Metal Fabrication Partner

Right Sheet Metal Fabrication Partner
Choose the right partner for cost savings, faster lead times, and better results:
- Proven expertise across industries
- Advanced tooling capabilities
- Global delivery reach
- DFM consultation and prototype support
ProleanMFG works with businesses worldwide to supply precision-bent sheet metal parts at competitive prices.
Conclusion
Bending is one of the most powerful sheet metal forming processes—but it’s easy to get it wrong without the proper technique, design parameters, and equipment.
Each method has its purpose, from air bending to bottom bending to coining and rotary bending.
By partnering with an experienced sheet metal fabricator like ProleanMFG, you get expert guidance, top equipment, and scalable solutions for prototyping or production.
Need help with your next metal part? Get in touch or Request a Quote today.
FAQs
Q1: What’s the best way to bend sheet metal?
Air bending offers flexible setups and low force, but bottoming or coining is better for precision and minimal springback.
Q2: How do I choose the right bend radius?
Use a radius of at least the sheet thickness and refer to your material’s bend allowance chart. Our DFM experts can help.
Q3: Can I bend thick metal sheets?
Yes, but they require more tonnage and careful tooling selection. Coining and bottoming are used for thicker materials.
Q4: What’s the difference between wipe bending and V bending?
Wipe bending uses a single wipe punch for flange-like bends; V bending (air or bottom) allows more angular flexibility and is used in precision parts.
Q5: Why does my metal part crack when I bend it?
This is often due to bending too close to holes, improper grain direction, or a bend radius that’s too small. Choosing the correct method and material solves this.