Home » Services » Sheet metal Fabrication Services » Metal Stamping Service
Custom Metal Stamping Service
Whether you’re looking to manufacture precision metal stampings, create complex parts for the automotive industry, or complete high-volume stamping projects, we provide custom metal stamping that can match your costs without compromising our quality.
Metal Stamping Across Industries
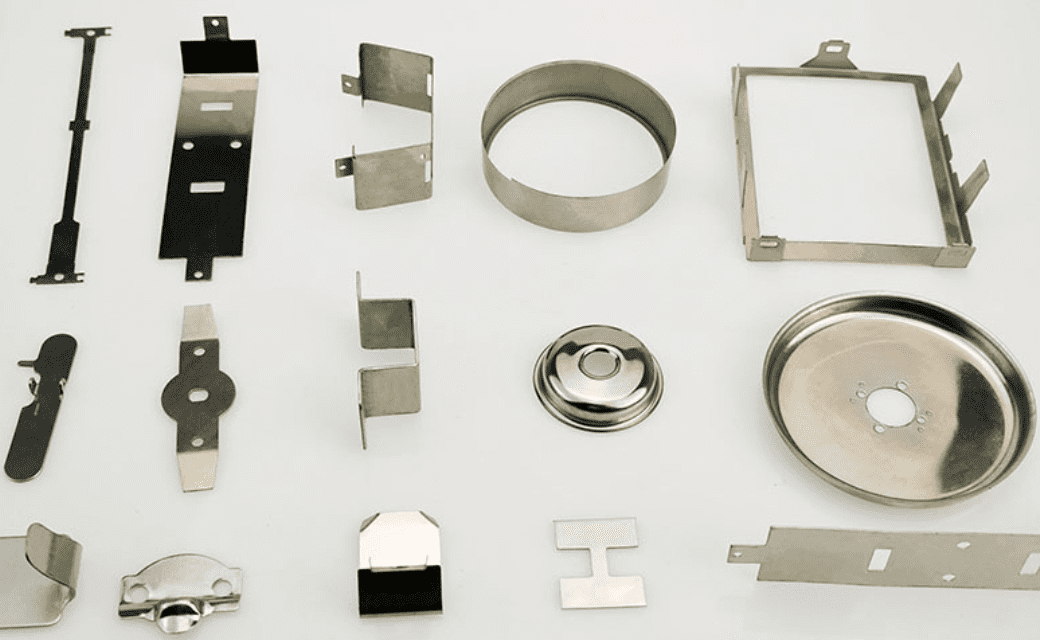
ProleanMFG metal stamped parts have found uses across various industries. With our advanced tool and die capabilities and precise sheet metal fabrication, we provide custom metal stampings for applications ranging from automotive to consumer electronics.

Automotive Metal Stamping
The automotive industry relies heavily on progressive die stamping and deep draw forming for structural and functional components. We manufacture stamped parts like brackets, clips, engine components, and heat shields. Our processes support high-volume metal stamping.

Aerospace Metal Stamping
Metal stamping in the aerospace industry requires sheet metal stamping of lightweight, strong, and thin sheets. We specialize in precision metal stampings for interior assemblies, shielding components, and structural brackets using corrosion-resistant alloys with SAE aerospace material specifications.
Common aerospace materials include: AMS 4027 (6061), AMS 4911 (Ti-6Al-4V), and MIL-SPEC materials.

Electronics Industry Metal Stamping
Our precision metal stamping parts in the electronics industry find use in connectors, terminals, shielding cans, and housings. With fourslide and progressive stamping techniques, we manufacture complex parts with excellent repeatability and tight tolerances for the telecom industry.
Medical Device Metal Stamping
With one of the few companies compliant with ISO standards for medical device manufacturing, we fabricate surgical components, enclosures, and device housings from corrosion-resistant and biocompatible materials.
Agriculture Metal Stamping
We provide metal stamping solutions that last in the moist and demanding agricultural environments. Agricultural metal stamping parts are made using high-strength metal materials. Some precision stamping parts include guards and structural mounts.
What Is Metal Stamping?
Metal stamping is a manufacturing process that transforms a flat sheet of metal into custom-shaped parts through a stamping press.
Metal stamping process involves placing flat sheet metal from a coil or a precut blank that is placed in a die where it is shaped under high-pressure die tools that punch, bend, emboss and even form the metal sheet.
Metal stamping is ideal for producing hundreds of parts quickly at low cost and remains one of the key metal manufacturing and sheet metal fabrication processes for many applications. You can start your metal stamping process by first designing or selecting your tool and die design to ensure each part meets specs after production.
Our Metal Stamping Capabilities and Types of Metal Stamping

Progressive Die Stamping
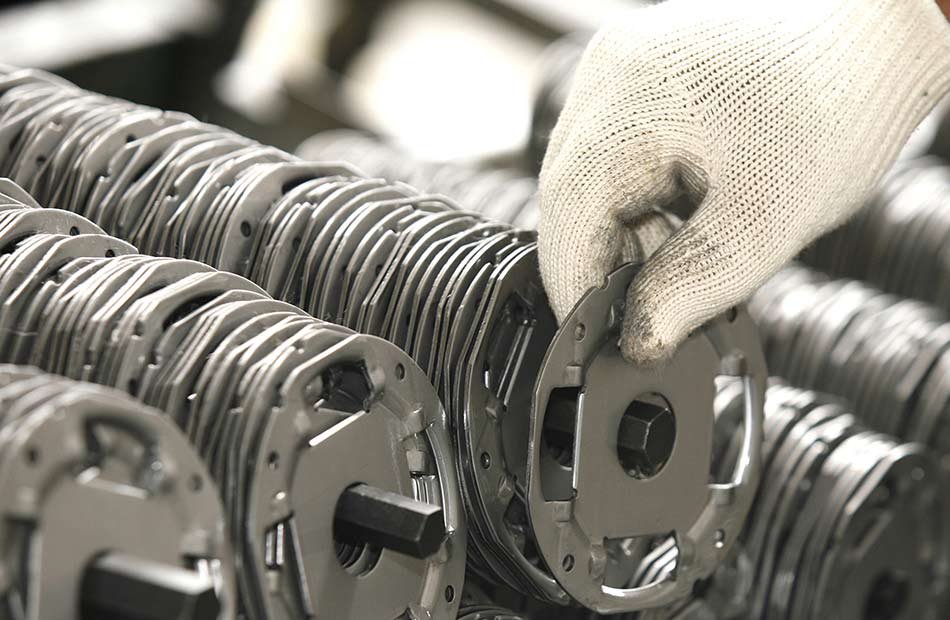
Progressive die stamping uses a continuous metal strip that moves through multiple stations within a single press. Each station performs a specific operation, such as blanking, piercing, or forming.
This process is ideal for high-volume production of complex stamped parts with excellent repeatability. Progressive die stamping is commonly used for automotive components, clips, brackets, and precision metal parts requiring tight tolerances.
Transfer Die Stamping
Transfer die stamping uses individual blanks that are mechanically transferred between stations using automated handling systems. Each station performs a separate forming or cutting operation.
This method is well suited for larger or deeper parts that cannot be processed efficiently with progressive dies. Transfer stamping is commonly used for structural components and parts with complex geometries.

Deep Draw Stamping
Deep draw stamping forms flat sheet metal into cylindrical or rectangular shapes by pulling the material into a die cavity under controlled force.
This process requires precise control of material flow, punch speed, and blank holding force. Deep draw stamping is widely used for enclosures, housings, cups, and components requiring uniform wall thickness and smooth surfaces.
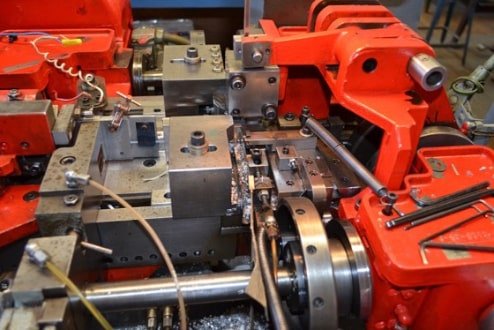
Fourslide Stamping
Fourslide stamping uses a horizontal feed system with four independently controlled tooling slides that operate from multiple directions.
This process is ideal for producing complex bent parts with multiple angles in a single setup. Fourslide stamping is commonly used for clips, springs, brackets, and small precision metal components.

Bending
Bending forms sheet metal by applying force along a single axis using press brakes and dedicated tooling.
This operation is used to create precise bend angles and radii and is often combined with laser cutting or stamping. Bending is widely applied in brackets, panels, frames, and enclosures across many industries.
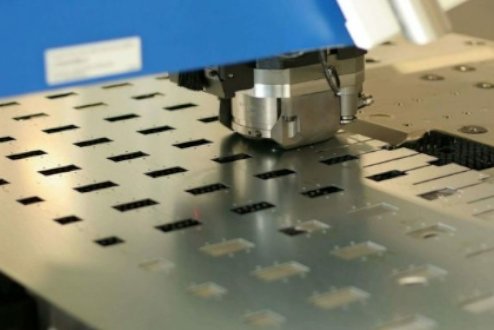
Punching
Punching uses a punch and die set to shear material and create holes, slots, or internal features in sheet metal.
It is commonly used for ventilation patterns, mounting holes, and functional cutouts. Punching offers fast cycle times and is suitable for both prototyping and production applications.
Blanking
Blanking process delivers high dimensional accuracy and clean edges, making it ideal for high-volume production. Blanking is commonly used for brackets, terminals, washers, and stamped components requiring consistent geometry.

Embossing
Embossing is used to add functional and aesthetic features such as ribs, logos, textures, and reinforcement patterns. Embossing improves part stiffness while maintaining lightweight designs and is widely applied in enclosures, panels, and decorative components.

Coining
The coining process produces sharp details, smooth surfaces, and improved surface hardness. Coining is often used for parts requiring tight fits, fine features, and high repeatability, such as electrical contacts, precision terminals, and fastening components.
Sheet Metal Laser Cutting With PROLEANMFG’s 4-Step Process
1
Upload Your CAD File
2
Receive an Online Quote Through Our Vetted Engineers
3
Confirm Your Order or Request a Sample
4
Get Parts Shipped To Your Door
Sheet Metal Stamping Tolerances
| Material | Max Thickness | Max Part Length | Max Part Width |
|---|---|---|---|
| Aluminum | 0.5 – 12 mm (0.0197 – 0.4724 in) | 3000 mm (118.11 in) | 1500 mm (59.06 in) |
| Carbon Steel | 0.5 – 10 mm (0.0197 – 0.3937 in) | 6000 mm (236.22 in) | 1500 mm (59.06 in) |
| Stainless Steel | 0.5 – 8 mm (0.0197 – 0.3150 in) | 3000 mm (118.11 in) | 1500 mm (59.06 in) |
Forming Capabilities
Bend Angles: Bending capabilities depend on the sheet thickness. For most materials it’s from 0° to 180°,
Minimum Bend Radius: Depends on material. Usually more than material thickness
Tolerance: +/- 0.005° for critical dimensions
Supported Geometries: V bends, U bends, hems, jogs, channels, offset bends.
Stamping Feasibility Considerations (Engineering Overview)
| Decision Factor | What Is Commonly Assumed | Engineering Reality | What We Evaluate at PROLEANMFG |
|---|---|---|---|
| Material Thickness | Within thickness range = stampable | Thickness alone does not determine formability | Material grade, yield strength, elongation, and strain limits |
| Blank / Unfolded Size | Smaller than press bed = OK | Large blanks can still fail due to material flow and die deflection | Press tonnage, die rigidity, draw direction, and load distribution |
| Overall Part Size | Fits press capacity | Large parts increase risk of warping and uneven deformation | Multi-stage forming, press selection, and tooling reinforcement |
| Geometry Regularity | Flat or simple outline | Irregular shapes create non-uniform stress and flow | Symmetry, feature layout, and material flow paths |
| Feature Depth & Shape | Depth looks reasonable | Sharp corners and deep features may exceed material limits | Depth-to-thickness ratio, corner radii, transition zones |
| Production Volume | Higher volume always favors stamping | Tooling cost and process stability must justify stamping | Progressive vs. transfer die feasibility and tool life |
| Tolerance Requirements | Tight tolerances are achievable | Tolerance depends on forming method and material behavior | Process capability, springback control, secondary operations |
| Application Region (US / EU) | Standard RFQ | Engineering-driven RFQs often require DFM review | Manufacturability analysis before final quotation |
FAQ
What Is Metal Stamping?
How Do You Stamp Metal?
What Is Stamped Metal?
Rapid Prototyping Guide
Sign up for our Rapid prototyping design and manufacturing guide